Spackla båt, glasfiber, kaross och komposit – guide till epoxispackel och polyesterspackel
Spackel används för att fylla, forma och jämna ut ytor innan målning eller vidare konstruktion. Inom båtbygge, kompositarbete och karosseri är rätt spackel avgörande för hur hållbar och stark lagningen blir. När man ska spackla båt eller spackla glasfiber är valet mellan epoxispackel och polyesterspackel särskilt viktigt, eftersom materialen har mycket olika egenskaper när det gäller hållbarhet, fuktresistens och styrka. I denna guide går vi igenom vilka typer av spackel som används i båtbyggnad och kompositarbete, när epoxispackel är det bästa valet och i vilka situationer polyesterspackel kan användas istället.
Det finns två huvudtyper av spackel (på engelska filler) som används inom båtbygge och kompositarbete:
Epoxispackel
används för marina konstruktioner
suger inte fukt
krymper inte
ger hög hållbarhet över tid
utmärkt vidhäftning och härdning på alla material
Polyesterspackel
härdar mycket snabbt
används ofta i pluggar och formar
passar främst för väderskyddade och tillfälliga konstruktioner
härdar inte på epoxi
kan övermålas med epoxi
När man ska spackla en glasfiberbåt är det viktigt att välja ett spackel som klarar både fukt och rörelser i laminatet. Därför används epoxispackel i de flesta marina reparationer på glasfiber, eftersom materialet ger bättre vidhäftning och långsiktig hållbarhet än polyesterspackel.
Det är vanligt att man stöter på polyesterspackel på båtar, särskilt vid äldre reparationer eller i så kallade one-off-konstruktioner där pluggen senare blivit själva produkten. Det märks ofta genom att det gamla färgsystemet tappat sin finish, eller när man målar om båten och den nya färgen reagerar med underlaget. Polyesterspackel kan nämligen suga åt sig thinner från färgsystem, vilket i vissa fall leder till blåsbildning eller försämrad vidhäftning.
För permanenta marina lagningar är därför epoxispackel normalt ett betydligt säkrare val, eftersom det varken suger fukt eller krymper över tid.
Polyesterspackel används fortfarande i många verkstäder för snabbare arbeten, men inom båtbygge och marina reparationer har epoxispackel blivit standard när lång hållbarhet och fuktresistens är avgörande.
Video: Välja rätt epoxispackel
I denna video går vi igenom hur olika epoxispackel används inom båtbygge och kompositarbete. Du får en översikt över skillnaden mellan grovspackel, finspackel och lättviktsspackel samt när respektive typ används vid lagning, bredspackling och ytfinish.
Videon visar hur du väljer rätt epoxispackel för båt och glasfiber, samt när grovspackel, finspackel och lättspackel används i praktiska reparationsarbeten.
När epoxispackel används i båtbygge och kompositarbete
Epoxispackel används främst när spacklingen ska vara stark, fuktbeständig och långsiktigt hållbar. Inom båtbygge, båtreparationer, karosseriarbeten och kompositarbete väljs epoxispackel särskilt när:
ytan senare ska målas med epoxi- eller polyuretansystem
konstruktionen utsätts för fukt eller marina miljöer
spacklingen är en del av en permanent reparation
Epoxi ger betydligt bättre hållbarhet än polyester eftersom materialet:
krymper inte
spricker inte
suger inte fukt
påverkas inte av lösningsmedel i färg
har mycket hög vidhäftning på glasfiber, stål, aluminium och trä
Därför används epoxispackel för alla seriösa marina applikationer.
Gemensamt för epoxispackel är att de normalt kräver rätt temperatur och korrekt förbehandling för att uppnå full styrka och vidhäftning.
Härdning och övermålning
minst 15 °C härdningstemperatur de första 15 timmarna
kan normalt övermålas efter cirka 48 timmar
Rekommenderad slipyta för god vidhäftning
P80 slipad yta på gelcoat
P120 slipad yta på glasfiberlaminat ovan vattenlinjen
P120 slipad yta på glasfiberlaminat under vattenlinjen som grundats med Variopox Injektion
P120 slipad yta på trä som grundats med Variopox Injektion
T5 är ett vitt epoxi-finspackel som levereras i en 2K dubbelkammartub. Det innebär att produkten inte behöver vägas eller blandas manuellt – placera tuben i en fogspruta och tryck ut den mängd du behöver.
När arbetet är klart kan tuben enkelt förslutas igen och sparas under lång tid.
Vill du applicera spacklet direkt på ytan utan manuell blandning kan du använda doseringspipar. Då blandas bas och härdare automatiskt i pipen och spacklet kan appliceras direkt där det behövs.
Spackla stora ytor på skrov och däck
Vid bredspackling av större ytor på båt, skrov eller däck behövs ett spackel som är lätt i sin egenvikt. Konsistensen på denna typ av spackel är ofta fluffig eller mousse-liknande, vilket gör materialet lätt att applicera och enkelt att skrapa ut över större ytor.
Typiska arbeten där denna typ av spackel används är:
skrovförlängning
renovering av större däcksytor
utjämning av svetsfogar
spackling på vertikala ytor
utjämning av struktur i glasfiberlaminat
För dessa arbeten används ett lättvikts epoxispackel, exempelvis Variopox LG, som är utvecklat för att kunna appliceras i större volymer utan att bli tungt eller svårt att forma. Detta gör det möjligt att spackla och forma större ytor effektivt innan slutlig finspackling och målning.
Avancerat varvstrick – kryss-slipning med lång slipbräda
När större ytor på skrov ska göras helt raka använder många båtvarv långa slipbrädor istället för små slipklossar eller maskiner. Den långa slipytan gör att slipningen automatiskt jämnar ut högpunkter utan att följa små vågor i ytan.
👉 För denna typ av slipning används normalt en lång slipkloss med slipremsor. Se exempelvis Mirka Flexibel Långkloss tillsammans med Abranet Slipremsor, som är utvecklade för effektiv slipning av större ytor på skrov och komposit.
Slipningen görs ofta i ett kryssmönster, där man först slipar diagonalt åt ena hållet och sedan diagonalt åt andra hållet. På så sätt jämnas ytan ut successivt och risken för slipgropar minskar.
Metoden används särskilt vid:
fairing av skrov
bredspackling av stora ytor
förberedelse inför högblank lack eller gelcoat
Tekniken kräver lite mer arbete, men resultatet blir rakare och jämnare ytor än vid slipning med korta slipklossar eller maskin.
Finspackla ytor före målning
Efter grovspackling används ett finare spackel för att skapa en helt jämn yta. Finspackel har en något mer lättflytande konsistens, vilket gör det möjligt att applicera materialet i mycket tunna och jämna lager över ytan. Finspackel är normalt hårdare att slipa än grovspackel, men eftersom det appliceras i tunna lager och ger en betydligt slätare yta krävs ändå mindre sliparbete för att nå en perfekt finish.
extra hög vattentäthet (bästa valet under vattenlinjen)
Hantverkstips som minskar sliparbetet
När du finspacklar är målet inte att bygga tjocka lager utan att fylla små ojämnheter och sliprepor. Ett effektivt arbetssätt är därför att lägga på spackel och sedan skrapa bort nästan allt igen, så att endast materialet som fyller porer och små gropar blir kvar.
Ett annat vanligt varvstrick är att använda guide coat mellan spackelstegen. Genom att lägga ett tunt kontrollskikt av färg eller pulver över ytan innan slipning blir det lätt att se hög- och lågpunkter. Då kan du punktspackla där det verkligen behövs istället för att bredspackla hela ytan igen.
Tillsammans gör dessa två metoder att sliparbetet kan minska kraftigt samtidigt som ytan blir rakare och jämnare.
När snabb härdning är viktigare än maximal hållbarhet
Polyesterspackel används främst när snabb produktion är viktigare än maximal hållbarhet.
Typiska egenskaper:
mycket snabb härdning
slipbart efter 1–2 timmar
kräver minst 15 °C under härdning
Dessa spackel används främst för:
pluggar
formar
karosseriarbeten
väderskyddade konstruktioner
👉 För polyesterbaserade spackel, glasfiberspackel och limspackel för kompositarbete, se kategorin Polyester & plastning.
Laga små skador i gelcoat och ytskikt
Vid mindre lagningar i gelcoat eller ytskikt används ofta ett lättslipat polyesterspackel. Denna typ av spackel är snabbhärdande och lämpar sig för små kosmetiska reparationer. Ett exempel är IJmofix Filler, ett vitt polyesterspackel som är:
mycket lättslipat
lämpligt för mindre gelcoatreparationer
Det kan övermålas med exempelvis Double Coat, men för högsta kvalitet är motsvarande epoxispackel (T5) fortfarande att föredra.
Fylla större skador och förstärka lagningar i laminat
När större skador ska fyllas eller byggas upp används ibland spackel med hackad glasfiber. Denna typ av spackel ger en grövre struktur och kan bidra till att bygga volym i lagningen.
Det är dock viktigt att känna till att glasfiberspackel inte nödvändigtvis ger högre styrka än epoxibaserade spackel. Motsvarande epoxispackel, Variopox Filler, kan ha upp till tio gånger högre styrka och vidhäftning på många material.
Efter att lagningen byggts upp med glasfiberspackel slipas ytan normalt och finspacklas i nästa steg (se IJmofix Filler) för att skapa en jämn yta inför målning eller vidare ytbehandling.
Släta ut struktur i glasfiber och ojämna ytor
När strukturerade ytor ska jämnas ut används ett så kallat fairing filler.
Det är dock viktigt att känna till att sprutspackel generellt är den enklaste och minst hållbara typen av 2K-spackel. Även om det övermålas med 2K-färg kan materialet förändras över tid när det utsätts för salt, sol, vatten och temperaturväxlingar i marina miljöer.
Sprutspackel används därför främst för:
pluggar och formar
interiöra objekt
komponenter som inte utsätts för väder och vatten
Typiska exempel är inomhusdetaljer eller möbler, där kraven på långsiktig väderbeständighet är lägre.
Limma och förstärka kompositkonstruktioner
Polyesterbaserade limspackel används ofta vid plugg- och formtillverkning, där materialet används för att bygga upp hörn, kanter och förstärkningar i kompositkonstruktioner.
Denna typ av limspackel kan även användas i vissa marina installationer, i vissa fall även under vattenlinjen. För konstruktioner där maximal styrka, vidhäftning och långsiktig hållbarhet krävs rekommenderas dock normalt epoxibaserade spackel eller epoxilim, exempelvis Variobond Tixotrop Epoxi.
Limspackel används för:
förstärkningar i hörn och kanter
sammanfogning av laminat
konstruktion av pluggar och formar
Exempel på polyesterbaserade limspackel som används vid plugg- och formtillverkning:
IJmoplast – vit allround limpasta för sammanfogning och uppbyggnad i kompositkonstruktioner, 15 kg
IJmobond VV – glasfiberförstärkt limpasta för fyllnad och förstärkning, 10 kg
IJmobond T – tjock strukturell limpasta för kraftiga sammanfogningar, 25 kg
Balsaplast – extra tjock limpasta för sandwich- och balsakonstruktioner, 25 kg
IJmobond LG – lättvikts limpasta för vertikala och inverterade ytor, 20 L
Spackla konstruktioner som utsätts för hög temperatur eller varmvatten
När konstruktionen ska tåla hög temperatur eller varmvatten används ofta vinylesterbaserade spackel och limpastor. Vinylester har även den fördelen att materialet fäster direkt på epoxi, vilket skiljer det från polyester som normalt inte binder till epoxiytor.
I praktiken kan man säga att vinylester ligger mellan polyester och epoxi i egenskaper. Materialet har bättre kemisk resistens och vidhäftning än polyester, men når normalt inte samma nivå av styrka och fuktbeständighet som epoxi.
För de flesta vanliga spacklings- och reparationsarbeten inom båtbygge och kompositarbete ger vinylester därför sällan någon avgörande fördel. Materialet används främst när konstruktionen ska tåla hög temperatur eller långvarig exponering för varmvatten, medan epoxispackel normalt är det bästa valet för marina reparationer där hög styrka och fuktresistens krävs. Polyesterspackel används däremot främst i industriella applikationer, där snabb härdning och låg materialkostnad är avgörande.
Genom att blanda dessa kan man skapa olika typer av spackel:
lättspackel
limspackel
fairing filler
Trots detta rekommenderar vi i de flesta fall att istället använda färdiga spackelprodukter.
Färdiga spackel ger:
enklare arbete
smidigare slipning
enklare dosering
högre kvalitet och hållbarhet
Dessutom är härdningen förutsägbar och korrekt.
När man själv blandar spackel är det lätt att:
tillsätta för mycket fyllnadsmedel
få fel blandningsförhållande
påverka härdningen negativt
Färdigutvecklade spackel är därför nästan alltid det säkraste valet för ett professionellt resultat.
Appliceringsverktyg för spackel
För att få en jämn och kontrollerad applicering används olika typer av spackelverktyg beroende på arbetets storlek och spacklets konsistens.
Vanliga verktyg är:
Japanspackel Tunna flexibla spacklar som används för mindre lagningar och finspackling.
Stålspackel Stadiga spacklar som ger bra kontroll vid lagningar och uppbyggnad av spackel.
Gummispackel Flexibla spacklar som är särskilt användbara vid finspackling och på rundade ytor.
Bredspackel Används vid bredspackling av större ytor som skrov, däck eller karossytor med lättspackel.
Val av spackelverktyg påverkar hur jämnt spacklet kan appliceras och hur mycket efterföljande slipning som krävs.
Japanspackel för små spackeljobb
Ståspackel för större skador och hål
Gummispackel för maximal följsamhet
Rengöring före spackling
Noggrann rengöring är avgörande för att spacklet ska få korrekt vidhäftning.
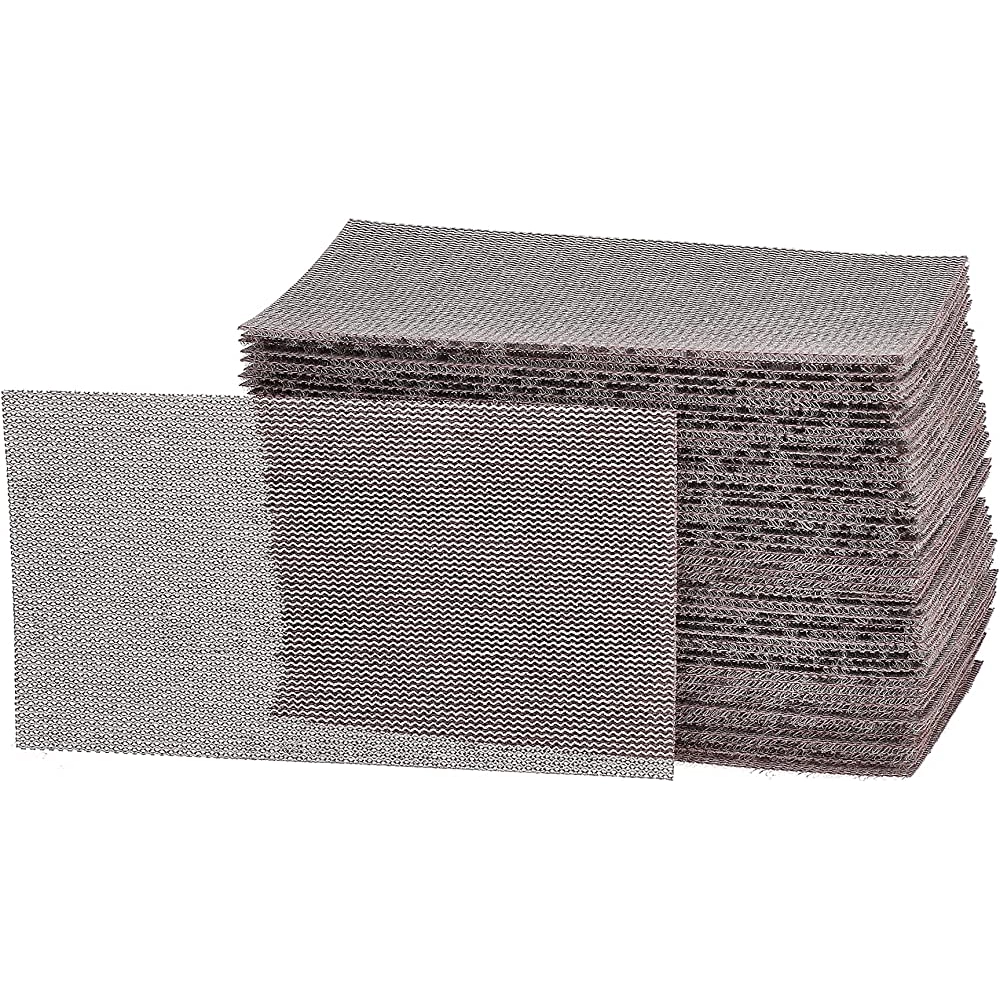
Ytor rengörs före spackling med Double Coat Avfettning applicerad på en 3M 2012 Mikrofiberduk. Detta avlägsnar fett, silikonrester, salt och andra föroreningar som annars kan försämra vidhäftningen.
Även slipade spackelytor bör avfettas innan vidare målning, exempelvis före applicering av epoxiprimer.
Ren och korrekt förberedd yta är en förutsättning för att både spackel och färgsystem ska fungera långsiktigt.
Grundläggande metod vid spackling
Reparation av små skador – arbetsgång
En typisk arbetsgång vid mindre reparationer i gelcoat eller glasfiber kan se ut så här:
Slipa gelcoat eller laminat med P80 för att skapa god vidhäftning.
Efter spackling väljs färgsystem beroende på var konstruktionen sitter:
Ovan vattenlinjen Ytan kan täckmålas med Double Coat polyuretanfärg.
Under vattenlinjen Applicera epoxifärg, exempelvis IJmopox HB Coating, med en skikttjocklek motsvarande cirka 0,5 l/m² för att skapa ett tätt skyddsskikt.
Rejäl skada i glasfiber – reparationsprincip
Skador i glasfiber, som exempelvis en krossad stäv, repareras normalt genom laminering följt av spackling och slipning innan målning.
Större skador i glasfiber, som en krossad stäv, repareras genom laminering, spackling och målning.
Arbetsschema vid större skador, med epoxi
Fräs bort allt löst och skadat material tills friskt laminat återstår.
Vilket spackel är bäst för båt? För marina applikationer är epoxispackel nästan alltid det bästa valet. Epoxispackel krymper inte, suger inte fukt och ger betydligt bättre hållbarhet än polyesterspackel i marina miljöer.
När ska man använda polyesterspackel? Polyesterspackel används främst vid plugg- och formtillverkning, samt i väderskyddade konstruktioner där snabb härdning är viktigare än maximal hållbarhet.
Kan man spackla glasfiberbåt med polyester? Ja, polyesterspackel kan användas på glasfiber. För permanenta marina lagningar är dock epoxispackel oftast ett bättre val eftersom materialet är mer fuktresistent och har bättre vidhäftning.
Hur tjockt lager kan man spackla? Det beror på spackeltypen. Grovspackel kan appliceras i flera millimeter per lager, medan finspackel normalt appliceras i mycket tunnare skikt för att skapa en slät slutyta.
Kan man måla direkt på spackel? Nej, spackel ska normalt slipas och grundmålas innan slutmålning. Följ alltid tillverkarens rekommenderade övermålningstider. För tidig övermålning kan leda till att thinner från färgsystemet tränger in i spacklet, vilket i vissa fall orsakar blåsbildning.
Vad är skillnaden mellan epoxispackel och polyesterspackel? Epoxispackel är starkare, mer fuktbeständigt och krymper inte, vilket gör det lämpligt för marina reparationer. Polyesterspackel härdar däremot snabbare och används ofta i pluggar, formar och andra konstruktioner där snabb produktion är viktigare än maximal hållbarhet.
Sickla bort rinningar och lackdefekter
Att sickla lack är en metod för att korrigera rinningar, damm och lokala ojämnheter utan att behöva slipa bort stora delar av ytan.
När en lackdefekt uppstår försöker många lösa problemet genom slipning. Problemet är att slipning ofta påverkar en större yta runt defekten. Resultatet kan bli att man slipar ned mer lack än nödvändigt.
Genom att istället sickla bort själva defekten först kan arbetet göras betydligt mer kontrollerat. Defekten skärs ned exakt där den sitter och efterföljande slipning blir minimal.
Metoden används ofta vid:
båtlackering
billackering
möbellackering
industrilackering
Ett vanligt verktyg för detta arbete är Mirka Hajfena lacksickel, som är utvecklad för precisionsarbete vid lackkorrigering.
Vad innebär det att sickla lack?
Att sickla innebär att man skär ned en ojämnhet i ytan med ett skärande verktyg istället för att slipa bort material runt omkring.
När man försöker slipa bort en rinning eller en skarv i färg och lack händer ofta att sandpappret viker sig över defekten. Då slipar man lika mycket på sidorna av defekten som på själva toppen, vilket snabbt kan leda till att man slipar igenom lacken runt området.
Att sickla är i princip motsatsen till detta. Först avverkas endast själva defekten, och när ytan därefter ligger nära samma nivå som den omgivande lacken blir det enkelt att slipa lätt utan risk för genomslipning.
Metoden används för att korrigera små men tydliga defekter i lackerade ytor.
Vanliga exempel är:
rinningar i lack eller klarlack
damm eller partiklar i lackytan
små skarvar i lack
lokala ojämnheter i färg eller gelcoat
Genom att först sickla ned defekten kan slipningen därefter göras mer kontrollerat och med finare slippapper.
Liten sickel med snöre för rätt skärvinkel
Ta bort rinningar i lack genom att sickla
Rinningar uppstår när färg eller klarlack samlas i en liten ström innan den hinner flyta ut jämnt.
Om man försöker slipa bort rinningen direkt krävs ofta slipning över ett större område. Det ökar risken att skapa en fördjupning i ytan.
Genom att istället sickla bort toppen av rinningen kan den snabbt bringas ned till samma nivå som den omkringliggande lacken.
Arbetsgången är i regel:
identifiera rinningen i lacken
sickla ned toppen av rinningen
slipa lätt över området
polera upp glansen igen
Den här metoden sparar både tid och material samtidigt som ytplanheten bevaras bättre.
Snöret är avgörande för precisionen
Mirkas lackhyvel och lacksickel levereras med ett litet snöre på baksidan av verktyget. Detta snöre är en viktig del av konstruktionen och ska inte tas bort.
Snöret lyfter baksidan av verktyget ungefär 1 mm från ytan, vilket automatiskt skapar rätt arbetsvinkel när du sicklar. På så sätt skär verktyget endast ned toppen av rinningen istället för att hugga i lacken.
Detta gör arbetet mer kontrollerat och minskar risken att skada den omkringliggande lackytan.
Medföljande snöre för rätt skärvinkel vid sickling.
Sickla damm och små lackdefekter
Förutom rinningar används metoden ofta för att ta bort små partiklar i lacken.
Damm kan ibland fastna i ytan under lackering. När lacken härdat bildar partikeln en liten upphöjning.
Genom att sickla ned upphöjningen kan ytan snabbt jämnas ut innan slipning och polering.
Metoden fungerar också bra för att korrigera:
små lackskarvar
färgspill
limrester
punktdefekter i gelcoat
Teknik – så sicklar du korrekt
När du sicklar är det viktigt att arbeta kontrollerat.
Identifiera defekten
Börja alltid med att lokalisera exakt var defekten sitter. Sickling används endast på den specifika ojämnheten.
Arbeta i rätt vinkel
Verktyget hålls i en låg vinkel mot ytan så att endast toppen av defekten skärs ned. Det görs enklast genom att lägga sickeln ned så att den vilar på snöret och skär med den korta gavelsidan.
Arbeta lugnt och kontrollerat. Målet är att ta bort så lite material som möjligt.
Stående kan sickeln både skrapa eller skära.
Kontrollera ytan kontinuerligt
Efter några drag bör ytan kontrolleras visuellt och med fingret.
När defekten ligger i nivå med den omgivande lacken är det dags att gå vidare till slipning.
Efter sickling – slipning och polering
När defekten är nedskuren behöver ytan efterbehandlas för att återställa finishen.
Vilken slipning som behövs beror på situationen.
Vid omlackering
Om ytan ska lackeras igen räcker det oftast att slipa med:
P400
Därefter kan nästa lager färg eller lack appliceras.
Vid lackkorrigering
Om lacken ska behållas och endast korrigeras används finare slipning.
Vanligt är:
P1500 eller P2000
därefter P3000
Efter slipning poleras ytan tillbaka till full glans.
I videon nedan visas hur metoden fungerar i praktiken.
Mirka Hajfena sickel lackhyvel instruktionsfilm
Sickla rinningar, damm och skarvar
Den här videon visar hur olika typer av lackdefekter kan korrigeras.
Sickla lackdefekter, rinningar, damm eller skarvar
Q&A
Vad betyder det att sickla lack?
Att sickla innebär att man skär ned en upphöjd defekt i lacken med ett skärande verktyg istället för att slipa bort material runt hela området.
När ska man sickla istället för att slipa?
Metoden används vid lokala defekter som rinningar, damm eller små ojämnheter i lackytan.
Kan man sickla klarlack?
Ja. Metoden fungerar på klarlack, färg, gelcoat, spackel och andra hårda ytskikt.
Måste man slipa efter sickling?
Ja. Sickling jämnar till defekten men ytan behöver slipas och ofta poleras för att återfå full finish.
Är detta en metod för proffs eller hemmafixare?
Metoden används ofta av professionella lackerare men fungerar lika bra för noggranna hemmafixare.
Ta bort dekaler och limrester – komplett guide
Gamla dekaler, registreringsnummer och logotyper lämnar ofta kvar limrester när de tas bort. Limmet kan sitta hårt och är svårt att få bort utan rätt metod och rätt rengöringsmedel.
Med en citrusbaserad limborttagare kan både dekaler och lim lösas upp snabbt utan att skada underlaget.
Den citrusbaserade rengöringssprayen löser effektivt limrester från tejp, etiketter och dekaler och används ofta vid rengöring av gelcoat, lack, plast och metall.
Ta bort dekaler på båt – så gör du
Gamla båtdekaler behöver ofta tas bort när man:
renoverar gelcoat
byter registreringsnummer
tar bort gammal reklam eller logotyper
ska polera eller lacka om båten
Problemet är att dekaler nästan alltid lämnar kvar limrester som syns tydligt på gelcoat eller lackerade ytor.
Om dekalerna sitter på en båt som ska rengöras eller poleras kan borttagningen vara en del av en större vår- eller renoveringsprocess.
Torka av ytan med en mikrofiberduk eller verkstadspapper.
Vid tjockare limrester kan du:
upprepa behandlingen
använda en plastskrapa
Undvik metallverktyg eftersom de kan repa gelcoat eller lack.
Ta bort registreringsnummer på båt
Registreringsnummer och båtdekaler sitter ofta länge på gelcoaten och kan därför lämna tydliga limrester eller färgskillnader när de tas bort.
Processen är i princip densamma som för vanliga dekaler.
Steg för steg
1. Värm dekalen Använd en hårtork eller värmepistol för att mjuka upp limmet.
2. Dra bort dekalen Lyft ett hörn och dra bort siffrorna långsamt, helst parallellt med ytan. Eller om inte det går skrapa med en dövad spackel eller en bit plexiglas.
3. Ta bort limrester Spraya 3M Citrus Rengöringsspray på limresterna och låt medlet verka några minuter.
Om registreringsnumret suttit länge kan gelcoaten under dekalen ha en annan färg än ytan runt omkring. Detta beror på att området runt dekalen har blekts av UV-ljus.
I de flesta fall kan skillnaden tas bort genom våtslipning och polering.
När gamla båtdekaler tas bort är många oroliga för att skada gelcoaten. Gelcoat är dock relativt tålig och klarar normalt rengöring med rätt typ av limborttagare.
En citrusbaserad rengöringsspray, som 3M Citrus Rengöringsspray, är utvecklad för att lösa upp limrester utan att angripa gelcoat eller lackerade ytor.
När medlet sprayas på limresterna bryts limmet ner och kan enkelt torkas bort med en mikrofiberduk. Det minskar behovet av hård mekanisk bearbetning som annars kan orsaka repor.
Tips för att skydda gelcoaten
värm dekalen innan du tar bort den
använd plastskrapa istället för metallverktyg
låt citruscleanern verka några minuter
testa alltid på en liten yta först
Om ytan blivit något matt kan gelcoaten enkelt återställas genom polering.
Ta bort limrester från dekaler
Limrester från dekaler, tejp eller etiketter kan ibland sitta kvar även efter att själva dekalen tagits bort.
Citrusbaserade limborttagare är utvecklade för att lösa upp dessa limrester snabbt utan att lämna en fet hinna på ytan.
Spraya rengöringsmedlet på limresterna, låt det verka några minuter och torka sedan bort resterna med en ren duk. Vid behov kan behandlingen upprepas tills ytan är helt ren.
Ta bort dekaler före polering eller lackering
Gamla dekaler måste alltid tas bort innan polering eller lackering av båten.
Limrester kan annars:
påverka polerresultatet
ge ojämn finish
försämra vidhäftningen för färg
Om du planerar att lacka om båten kan du läsa mer i vår guide:
I videon nedan visas hur du snabbt kan ta bort dekaler och limrester i praktiken.
Vanliga frågor
Hur får man bort limrester från dekaler?
Spraya en citrusbaserad limborttagare på limresterna, låt den verka några minuter och torka sedan bort limmet med en trasa.
Kan man ta bort dekaler utan att skada gelcoat?
Ja. Genom att först värma dekalen och sedan använda en citrusbaserad limborttagare minskar risken att skada gelcoat eller lack.
Måste dekaler tas bort innan man lackar båt?
Ja. Dekaler och limrester måste alltid tas bort innan lackering för att färgen ska få korrekt vidhäftning.
Nåta teakdäck – steg för steg guide
Att nåta teakdäck är en viktig del av konstruktionen på ett traditionellt teakdäck. Teak har använts i hundratals år som däcksmaterial på båtar och fartyg tack vare sin naturliga motståndskraft mot röta. Trots dessa egenskaper kräver ett teakdäck täta fogar mellan plankorna för att förhindra att vatten tränger ner i konstruktionen.
Utan korrekt nåtning kan vatten orsaka skador som missfärgning längs skrovet, rötskador i träet eller korrosion i metallkomponenter under däcket. Nåtmassan fungerar därför både som tätning och som en flexibel fog som tar upp rörelser när träet sväller och krymper.
När nåtningen utförs korrekt får man ett vattentätt teakdäck som kan hålla i många år.
Vad innebär att nåta ett teakdäck?
Att nåta ett teakdäck innebär att fylla fogarna mellan teakplankorna med en elastisk nåtmassa. Fogmassan gör däcket vattentätt och tar upp rörelser när träet sväller och krymper.
Varför måste teakdäck nåtas?
Ett teakdäck består av separata plankor. Eftersom trä är ett levande material förändras dimensionerna beroende på temperatur och framför allt fukt.
När luftfuktigheten ökar sväller plankorna och när den minskar krymper de. Nåtmassan måste därför kunna ta upp rörelser i sidled utan att släppa från kanterna.
Förutom att förhindra vatteninträngning bidrar fogarna också till:
bättre hållfasthet i däcket
ökad komfort och isolering mot värme och kyla
förbättrad halksäkerhet på våta däck
Förutsättningar innan arbetet börjar
För att få ett hållbart resultat måste vissa grundförutsättningar uppfyllas.
Temperatur
Arbetet bör utföras vid temperaturer mellan +15–20 ℃. Det är viktigt att temperaturen är stabil eller sjunkande under appliceringen.
Direkt solljus och regn bör undvikas under hela installationsprocessen.
Träets fuktinnehåll
Teakplankorna ska vara ordentligt torkade. Fuktinnehållet bör normalt inte överstiga cirka 12 %.
Om virket innehåller för mycket fukt kan plankorna krympa kraftigt när däcket torkar, vilket kan leda till att fogarna öppnar sig och att nåtmassan släpper.
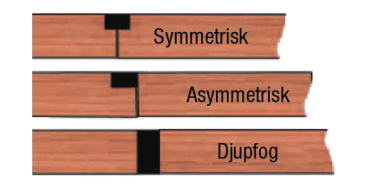
Olika typer av nåtfogar
Nåtfogen kan utformas på olika sätt beroende på hur däcket byggs.
Symmetrisk eller asymmetrisk fog
Denna typ av fog är relativt enkel att lägga, men ger en mindre slipningsreserv och kan innebära större risk för att vatten tränger ner mellan plankorna om träet rör sig mycket.
Djupfog
Djupfogen ger större slipningsmån och bättre möjlighet att ta upp rörelser i träet. Den används ofta när man vill ha en mer robust konstruktion och ett mer hållbart resultat.
Generellt rekommenderas djupfog när konstruktionen tillåter det.
Förberedelse av teakdäcket
Innan nåtmassan appliceras måste fogarna förberedas noggrant.
Slipa fogkanterna lätt med sandpapper (ca korn 80–120).
För bästa vidhäftning appliceras normalt en primer på fogens sidor innan nåtmassan läggs.
Maskera eller inte?
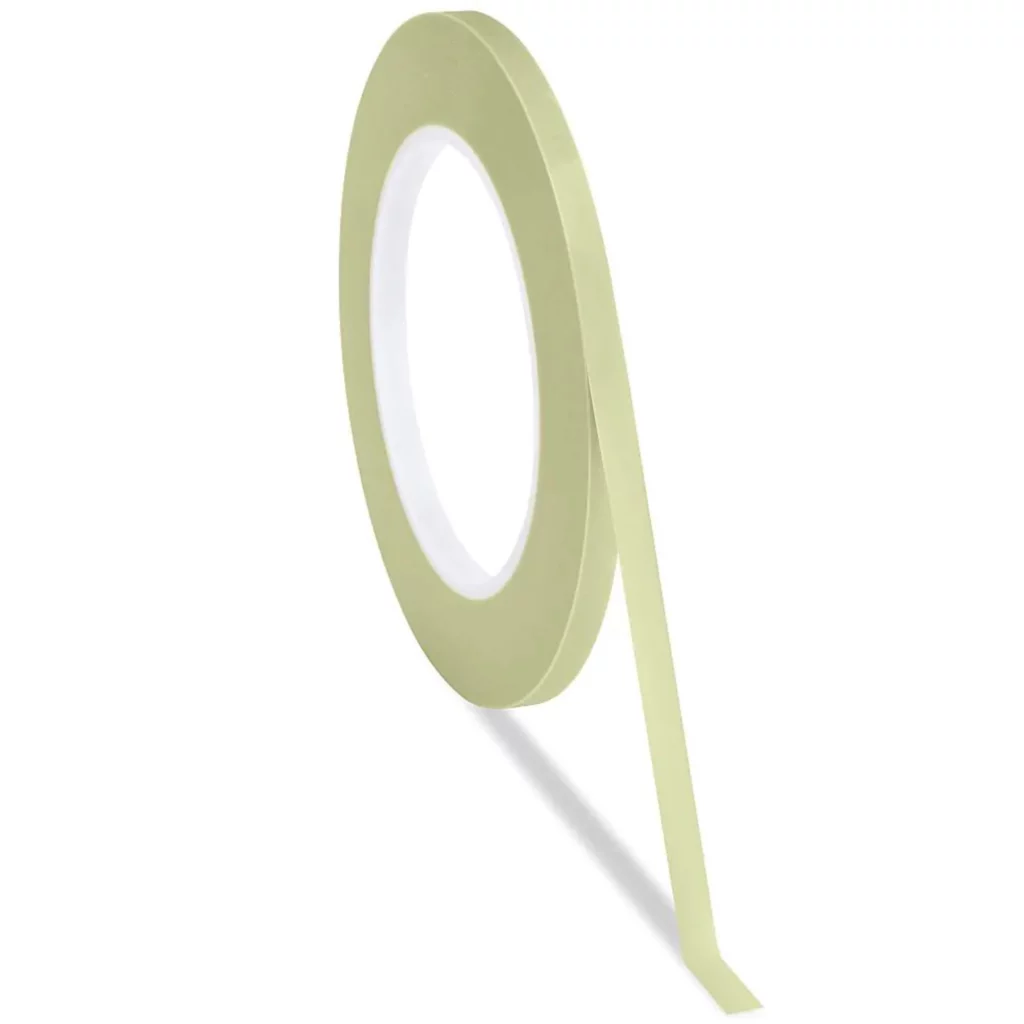
Det är ofta smidigt att maskera teakribborna innan nåtning. Genom att använda finlinjetejp, exempelvis 3M 244, skyddar du träytan och minskar mängden nåtmassa som hamnar på däcket.
Fördelen med att maskera är att du slipper slipa bort stora mängder härdad fogmassa efteråt. Det gör arbetet snabbare och minskar risken att slipa ner teakdäcket mer än nödvändigt.
Om du väljer att nåta utan maskering får du räkna med betydligt mer efterarbete i form av slipning. På äldre teakdäck där plankorna redan är tunna finns ofta begränsat med material kvar att slipa bort. I sådana fall är maskering en tydlig fördel eftersom du kan minimera slipningen efter härdning.
Applicering av nåtmassa
När förbehandlingen är klar kan nåtningen börja.
Nåtmassan appliceras genom att patronmunstycket förs längs fogens botten samtidigt som massan pressas in i ett jämnt flöde. Pistolen hålls vanligtvis i en vinkel på ungefär 60–80°.
Det är viktigt att:
fylla fogen helt utan luftfickor
arbeta i ett jämnt tempo
inte avbryta appliceringen mitt i fogen
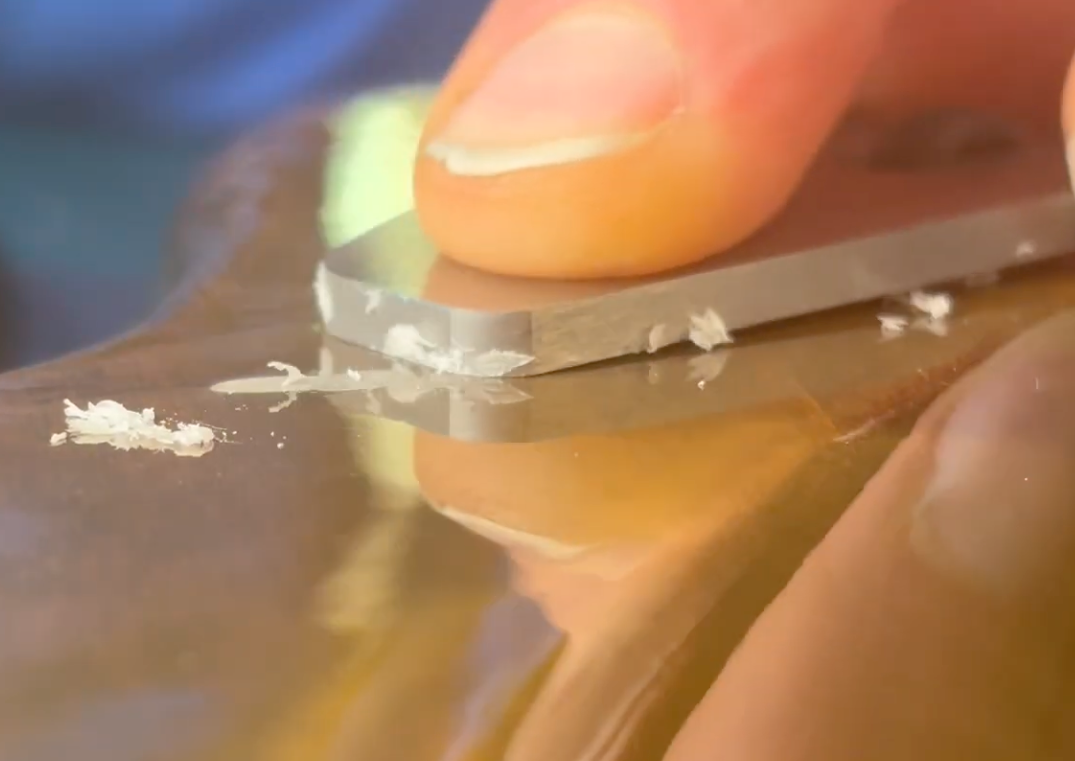
När fogen är fylld trycks överskottet lätt ner med en flexibel spackel för att säkerställa att fogarna är helt fyllda.
När nåtmassan har härdat kan däcket slipas, om du valde att inte maskera.
Skär först bort överflödigt material med en vass kniv eller stämjärn.
Slipa däcket med maskin, vanligtvis med korn 80.
Avsluta med finare slippapper, exempelvis korn 120.
Slipningen bör ske i plankornas längdriktning för att få ett jämnt resultat.
Ytbehandling av teakdäck
Det är generellt inte rekommenderat att lacka ett teakdäck. Teak är ett relativt hårt och stabilt träslag medan nåtmassan i fogarna är mjuk och elastisk för att kunna ta upp rörelser när däcket sväller och krymper.
Den stora skillnaden i flexibilitet mellan materialen gör att ett lacksystem normalt inte klarar rörelserna i däcket. Resultatet blir ofta att lacken spricker eller släpper från underlaget, särskilt i fogarnas kanter.
Av den anledningen lämnas teakdäck vanligtvis obehandlade eller underhålls med regelbunden rengöring istället för ytbehandling.
Underhåll av nåtat teakdäck
För att ett teakdäck ska hålla länge krävs regelbundet och skonsamt underhåll.
Skölj däcket regelbundet med färskvatten för att avlägsna salt, smuts och andra föroreningar som annars kan bryta ner träytan över tid.
Vid rengöring bör man använda rengöringsmedel avsedda för teak, exempelvis Sun Teck. Dessa är utvecklade för att rengöra träet utan att skada fibrerna eller påverka nåtmassan negativt.
Undvik alltid blekmedel, starka kemikalier eller aggressiva rengöringsmedel, eftersom dessa kan bryta ner både teakens naturliga oljor och fogmassan mellan plankorna.
Det är också viktigt att bevara teakens naturliga egenskaper. Målet med underhåll är att bibehålla träets inneboende fetthalt samtidigt som man håller däcket rent från fuktbindande smuts.
Traditionella feta oljor bör undvikas eftersom de ofta binder smuts och fukt i träet. I stället kan ett specialutvecklat teakskydd användas, exempelvis Mattco, som skyddar träet utan att skapa en kladdig eller smutsbindande yta.
Regelbunden rengöring minskar risken för uttorkning och hjälper däcket att behålla sitt utseende.
Rengöringsmedel för teak
När är det inte värt att nåta om teakdäcket?
Att nåta om ett teakdäck kan förlänga livslängden i många år, men det finns situationer där renovering inte längre är ekonomiskt eller tekniskt rimlig.
På äldre båtar är teakdäcket ibland så nedslitet att plankorna blivit för tunna. Om däcket redan slipats flera gånger finns ofta väldigt lite material kvar ovanför skruvar eller infästningar. I sådana fall kan ytterligare slipning eller om-nåtning innebära risk för skador i konstruktionen.
När teakdäcket är kraftigt slitet kan det istället vara mer hållbart att ta bort teakdäcket helt och ersätta det med ett målat halkskyddsdäck.
I vår guide nedan går vi igenom hela processen steg för steg:
Den här metoden används ofta när ett nytt teakdäck inte är ekonomiskt motiverat men man fortfarande vill ha ett slitstarkt och lättskött båtdäck.För många äldre båtar kan detta vara en praktisk lösning när ett nytt teakdäck inte är ekonomiskt motiverat.
Vanliga frågor om nåtning av teakdäck
Hur länge håller nåtmassa i ett teakdäck?
Livslängden på nåtmassa i ett teakdäck beror på flera faktorer, bland annat kvaliteten på arbetet, materialvalet, klimatet och hur däcket underhålls. I de flesta fall håller en korrekt applicerad nåtmassa 15–25 år innan den behöver ersättas.
Om fogarna börjar spricka, släppa från teakens kanter eller bli hårda och spröda är det ofta ett tecken på att däcket behöver nåtas om.
När behöver man nåta om teakdäcket?
Tecken på att ett teakdäck behöver nåtas om är bland annat:
sprickor i nåtmassan
att fogarna släpper från plankornas kanter
att nåtmassan blivit hård och spröd
att vatten börjar tränga ner i fogarna
Om dessa problem uppstår bör nåtmassan avlägsnas och fogarna nåtas om för att undvika att vatten tränger ner i däckskonstruktionen.
Hur bred ska en fog i ett teakdäck vara?
Fogbredden beror på plankornas bredd. Generellt används följande riktlinjer:
Plankbredd
Rekommenderad fogbredd
ca 35 mm
ca 4 mm
ca 45–50 mm
4–5 mm
ca 75 mm
ca 8 mm
ca 100 mm
ca 10 mm
ca 125 mm
ca 12 mm
Fogen måste vara tillräckligt bred för att nåtmassan ska kunna ta upp rörelser när träet sväller och krymper.
Kan man nåta teakdäck utan primer?
För bästa vidhäftning rekommenderas normalt att fogkanterna primerbehandlas innan nåtmassan appliceras. Primern förbättrar adhesionen mellan träet och fogmassan och minskar risken för att fogarna släpper över tid.
Att hoppa över primer kan fungera i vissa fall, men innebär en större risk för att nåtmassan släpper från teakens kanter.
Ska teakdäck oljas efter nåtning?
Det är vanligtvis inte nödvändigt att olja ett teakdäck. Traditionella teakoljor kan dessutom binda smuts och fukt i träet.
Om man vill skydda däcket används i stället ofta moderna teakskydd som inte bildar en kladdig yta och som låter träet behålla sina naturliga egenskaper.
Lacka trä i båtinredning – paneler, möbler och durk steg för steg
Att lacka trä i båtinredning skiljer sig från att lacka möbler i hemmet. I en båt utsätts träytor för temperaturväxlingar, fukt, UV-ljus och mekaniskt slitage. Därför krävs rätt system, rätt förarbete och rätt appliceringsteknik för att få en hållbar och vacker yta.
Denna guide går igenom hela processen – från slipning och impregnering till slutlack – oavsett om du ska lacka träpanel, möbler eller durkskivor.
Varför vanlig möbellack inte räcker i båt
Trä i en båt rör sig mer än i en bostad. Fuktvariationer och värme gör att träet sväller och krymper, vilket ställer höga krav på:
Inträngning i träfibrerna
Elasticitet
Slitstyrka
Kemisk resistens
En traditionell 1-komponentlack som en linoljefernissa kan fungera på torra ytor, men på utsatta delar som durk eller trappsteg, kök och våtrum är en 2-komponent polyuretanlack betydligt mer hållbar.
Översikt – rätt system för lackering av båtinredning
Ett professionellt system för trä i båt består av:
Smuts eller slipdamm försämrar vidhäftning och finish.
Steg 2 – Impregnera träet
Varför epoxi sealer?
En tunn epoxi sealer är den bästa sortens grundfärg för trä som:
Mättar träfibrerna
Förhindrar ojämn sugning
Ger bättre djup och slätare lack
Gör mellanslipning enkalre
… men framförallt skapas ett tryggt träskydd för att motverka fuktinträngning.
Applicera ett jämnt lager med en engångspensel, exempelvis en 76 mm bred epoxi pensel. Arbeta tillbaka i den våta ytan första timmen så att inga torra fläckar uppstår. Ingen stress; epoxi sätter sig mycket långsamt.
Undvik pölar eller torra partier – ytan ska vara jämnt blank.
Låt härda i 48 timmar och slipa därefter med P120–P180.
Alltid efter slipning, dvs inför målning ska en yta rentorkas med Double Coat Avfettning på 3M 2012 mikrofiberduk, och allra sist dammtorkas med 3M 07910 Klibbduk.
Reparera och förstärk trä före lackering
Efter grundning med impregneringsepoxi och härdning i minst 48 timmar slipas ytorna. Nu är det rätt tillfälle att åtgärda eventuella skador i träet.
Nu kan du:
Fyllla sprickor och mindre skador
Limma lösa delar
Sammanfoga stora skivmaterial
Förstärka hörn och kanter
Skapa hålkälsfogar i övergångar
Epoxibaserade produkter, exempelvis Variobond Tixotrop Epoxi, används för att limma, spackla och bygga upp stabila fogar. Hålkälsfogar är särskilt viktiga i hörn och övergångar där lack annars riskerar att bli för tunn.
När lagningar och fogar har härdat slipas ytan jämn med omkring P120–P180. Därefter rengörs underlaget noggrant enligt vår metod innan lackering med Cabin Varnish påbörjas.
Därefter grundning enligt tidigare beskrivning (Steg 2)
Detta ger stark och djup tonförändring i träet men kräver noggrann applicering och försiktig slipning av grunden. Om du råkar slipa igenom grunden så kan du bättra på betsen där du slipat igenom. Det går faktiskt att betsa (hjälpligt) även på grunden.
Metod B – Skapa betslack
Med Double Coat Cabin Varnish kan du tillsätta bets i ett eller flera av de första lagren.
Fördelar:
Färg och skydd byggs samtidigt
Mindre risk för ojämn färg
Kontrollerad tonuppbyggnad
Enklare att slipa och undvika genomslipning.
När önskad ton uppnåtts appliceras klara lager ovanpå.
Steg 4 – Lackera med inredningslack
Val av lack
En vattenbaserad 2-komponent polyuretanlack är idealisk för:
Arbeta i små sektioner (se förklaringen Målningsteknik och vår instruktionsfilm)
Eftersläta direkt med skumroller
Lacken flyter ut gradvis och når full jämnhet efter några timmar.
Anza Filtroller Mini 10 cm är en premium roller som inte släpper ludd. Undvik de billgaste importrollers.
Målningsteknik
Att rolla innebär att man alltid rollar en rollerbredd i taget (10 cm), i den kortaste ledden. Om ytan är exempelvis 1 meter lång och 50 cm bred så rollar du inte längs med utan 50 cm. En rollerbredd i taget. Applicera Double Coat Cabin Varnish relativt flödigt, inte för tunt, och eftersläta omedelbart med en skumroller. Du behöver alltså två olika rollerhandtag med 2 olika sorter rollers.
Pensling
Använd bra lackepensel för att stödja upp där rollern inte kommer åt. Vår favoritpensel för träinredningar är Anza Super Special Rundpensel. Arbeta metodiskt och undvik att gå tillbaka i halvtorkad yta.
Steg 5 – Antal lager och slipning mellan
Detta är rätt metod för inredningslack:
Double Coat Cabin Varnish appliceras alltid i minst två lager med 2–3 timmar mellan. Efter första lagret kan ytan upplevas som ojämn, vilket är normalt för halvblank lack. När nästa lager läggs utan mellanslipning uppnås rätt skikttjocklek och ytan upplevs som jämn och slät. Dagen efter (eller månader därpå) slipas ytan och lackas igen med 2 lager.
4 lager totalt, alltså i serie med 2+2
2–3 timmar mellan första lagren
Späd alltid Cabin Varnish med 10 % vatten (eller vattenbaserad betslösning, se Steg 3)
Lätt slipning P400 före slutlager (nästa dag)
Tjockare lager är bättre än för tunna – särskilt på liggande ytor.
Särskilt om durkskivor
Durk utsätts för:
Skor
Sand
Fukt
Spill
Här är:
Impregnering extra viktig
Flera lager nödvändigt
Full härdningstid kritisk innan belastning
Vanliga misstag vid lackering av båtinredning
För tunna lager
Inget extra vatten i lacken
Du lackade 1 lager och slipade, när det meningen är att du ska lacka 2 lager och sen slipa
Ingen grunding med impregneringsepoxi
Slipning för grovt mellan lager
Hur lång tid tar det?
Ett normalt system:
Dag 1 – Slipning + Variopox Injektion, låt härda 48 timmar; Dag 3 – slipa och applicera 2 lager Double Coat Cabin Varnish Dag 4 – slipa och applicera 2 lager Double Coat Cabin Varnish
Full genomhärdning tar 3 dagar i 25 ℃, 7 dagar i 15 ℃, 14 dagar i 10℃
Exempel: Lackering av trumset med Cabin Varnish
Detta trumset är limmat med epoxilim (Variobond), grundat med epoxi sealer (Variopox Injektion) och därefter lackat med flera lager Double Coat Cabin Varnish.
Resultatet är en djup, jämn och sidenmatt finish med mycket hög slitstyrka – trots att instrumentet utsätts för slag och vibrationer.
Samma metod kan användas på båtinredning, paneler och möbler där man önskar en slitstark och sidenmatt yta.
Sammanfattning – rätt metod ger rätt resultat
Att lacka trä i båtinredning kräver:
Noggrann slipning
Rätt impregnering
Flera lager 2K-lack
Med rätt system får du en djup, sidenmatt yta med extrem slitstyrka och permanent hållbarhet.
Det går på torra ytor, men slitstyrkan är sämre än med 2K-lack.
Måste man impregnera träet?
Det är inte ett krav, men rekommenderas för bättre djup och hållbarhet.
Hur får man riktigt slät yta?
Rolla med rät filtroller och eftersläta med skumgummiroller.
Kan man sprutlackera?
Ja, Double Coat Klarlack kan sprutlackeras men Double Coat Cabin Varnish ska rollas.
Hur länge måste lacken härda innan användning?
Ytan är övermålningsbar efter några timmar men bör härda flera dagar innan hård belastning.-
Här kan du se en instruktionsvideo för inredningslack:
Lackera bil själv – komplett guide till 2K-lack i garage
Att lackera en bil själv är både utmanande och tillfredsställande. Med rätt förberedelser, rätt färgsystem och realistiska förväntningar kan resultatet bli överraskande bra – och framför allt hållbart över tid.
Många som söker information om att lackera bil själv möts av guider om sprayburkar eller traditionell baslack + klarlack. Men det finns ett alternativ som ofta förbises: riktig 2K polyuretanlack – ett system som kombinerar slitstyrka, kemikalieresistens och flexibilitet i applicering.
I den här guiden går vi igenom:
✅ Vad det faktiskt kostar
✅ När det är rimligt att lackera bilen själv
✅ Skillnaden mellan sprayburk, traditionell billack och 2K polyuretan
✅ Hur du bygger upp ett hållbart färgsystem på plåt
✅ Hur du kan rolla eller spruta i garage
I artikeln visas flera exempelbilder på bilar som lackerats med 2K polyuretan i garage.
Veteranbil lackerad i Bordeaux-röd 2K polyuretan med djup glans och jämn utflytning.
Är det realistiskt att lackera bil själv?
Ja – men bara om du accepterar att:
Förarbetet är avgörande
Resultatet styrs av färgsystem och metod
Miljön påverkar slutfinishen
Det är orealistiskt att förvänta sig fabriksfinish i ett kallgarage med sprayburk. Men det är fullt möjligt att uppnå en mycket bra, jämn och hållbar yta med rätt färg och metod.
Frågan är inte om det går – utan hur du gör det.
Sprayburk, traditionell billack eller 2K polyuretan – vad är skillnaden?
Detta är den viktigaste delen i hela beslutet.
Sprayburk (även 2K i burk)
Sprayburk är praktiskt för:
Mindre lagningar
Enskilda paneler
Snabba projekt
Men vid helomlackering uppstår problem:
Mycket dyr per m²
Tunn färgfilm
Begränsad slitstyrka
Ojämn skikttjocklek
Svårt att kontrollera atomisering – sprayburkar har ojämn kvalitet i varje flaska
En hel bil kräver ofta stora mängder burkar, vilket gör det kostsamt och tekniskt begränsat.
Traditionell billack (bas + klarlack)
Det klassiska systemet inom bilindustrin:
Baslack (kulör)
Klarlack (skydd och glans)
Fördelar:
Mycket fin finish
Anpassat för färgkoder
Standard inom verkstäder
Nackdelar för hemmabruk:
Kräver sprutning
Kräver tunn atomisering
Kräver mycket bra sprututrustning
Två separata moment (bas + klarlack)
Mindre förlåtande vid applicering
2K polyuretan – ett alternativ
Riktig 2K polyuretan är en täckande, kemiskt härdande lack med mycket god utflytning. Den är självutjämnande, vilket innebär att färgen flyter samman under härdningen och ger en jämn och slät yta oavsett om den sprutas, rollas eller penslas.
Den används främst inom båt- och industrilackering där kraven på slitstyrka, UV-beständighet och långsiktig stabilitet är höga. I marina miljöer utsätts ytor för salt, fukt och temperaturväxlingar – vilket ställer stora krav på färgsystemet.
Just därför har 2K polyuretan blivit ett populärt val även bland hemmalackerare som arbetar i garage. Den är mer förlåtande vid applicering än traditionell bas- och klarlack, kan appliceras med både roller och spruta och ger en jämn, högblank finish utan krav på lackbox.
Fördelar:
Färg och skydd i ett system
Ingen separat klarlack krävs
Mycket slitstark
Hög kemikalieresistens
Kan sprutas
Kan rollas
Kan penslas vid behov
Finns i valfri kulör
Högblank, halvblank eller matt
Täckning:
ca 9,6 m²/kg vid sprutning
ca 12 m²/kg vid rollning
Prisnivå:
ca 750 kr/kg
Det gör den både dryg och ekonomiskt intressant vid helomlackering. Exempel på en sådan 2K polyuretan är Double Coat sträckfärg, som finns i valfri kulör och flera glanstal.
Saab klassiker lackerad med 2K polyuretan i Double Coat järngrå kulör.
Kan man rolla en bil med 2K-lack?
Ja – och detta är något många inte känner till.
Med rätt roller och teknik kan 2K polyuretan ge en mycket jämn yta även utan sprutning.
Rollning:
Kräver mindre ventilation än sprutning
Skapar ingen sprutdimma, vilket förenklar skyddsutrustningen
Är mindre temperaturkänslig än sprutlackering och kan fungera i svalare garage (sprutning kräver normalt minst cirka 20 °C för god atomisering och utflytning)
För den som söker efter hur man lackerar bil själv i garage är detta en metod som fungerar utan professionell lackbox.
Skåpbil målad med Double Coat RAL 5010, 2K polyuretan med roller.
Förarbetet – 90 % av resultatet
Oavsett färgsystem är förarbetet avgörande. Nu går vi igenom den praktiska metoden steg för steg.
Spruta två sessioner; i varje session går du över ytan ett par gånger
2K polyuretan är något mer viskös än traditionell baslack, vilket gör den stabilare och mer förlåtande vid sprutning. En välbalanserad RP-spruta, som exempelvis SATAjet 1000 B RP, ger utmärkt kontroll utan att kräva samma nivå av specialiserad lackutrustning som mycket tunna baslacker.
2K polyuretan och epoxiprimers består av bas och härdare som blandas samman i ett specifikt blandningsförhållande. Det görs med hjälp av en digital bordsvåg. Blandningsförhållandet påverkar härdning, glans och hållbarhet. Vid rollning kan färgen spädas med systemspecifik förtunning för att justera viskositeten. När man sprutar används alltid extra förtunning. Använd aldrig universalthinner – fel lösningsmedel kan påverka utflytning och orsaka defekter.
För många som vill lackera bil själv i garage är rollning den mest praktiska metoden. Den kräver mindre ventilation, enklare skyddsutrustning och är betydligt mer kontrollerbar än sprutlackering.
För en fullständig genomgång av blandning, spädning, appliceringsteknik och slipning mellan lager, se vår guide om Måla Double Coat på gelcoat.
Volkswagen omlackerad med 2K polyuretan i garage – högblank svart finish.
Double Coat är en självutjämnande 2K polyuretan, vilket innebär att rollstrukturen flyter samman under härdningen och ger en jämn, slät yta.
I filmen nedan visar vi steg för steg hur du målar med Double Coat sträckfärg när du vill lackera bil själv i garage. Du får se rätt roller, rätt mängd färg och rätt teknik för att uppnå en jämn, högblank yta utan sprututrustning.
Vad kostar det att lackera bil själv?
Exempel:
Bilens yta: ca 12 m²
Behov: IJmopox ZF Primer för fläckmålning av plåtena ytor, 750 ml 524 kr
Ford Ranchero omlackerad med Double Coat – slitstark 2K polyuretan.
Vanliga frågor om att lackera bil själv
Kan man lackera en bil själv i garage?
Ja, det går att lackera bil själv i garage om förarbetet är korrekt utfört och temperaturen är tillräcklig. För sprutlackering krävs normalt minst 20 °C och god ventilation. Vid rollning är kraven lägre, men temperaturen påverkar alltid härdningen.
Går det att rolla en bil istället för att spruta?
Ja. En självutjämnande 2K polyuretan som Double Coat kan rollas med mycket jämn finish. Färgen flyter samman under härdningen, vilket gör att rollstrukturen minimeras. För många garageprojekt är rollning den mest praktiska metoden.
Behöver man klarlack om man använder 2K polyuretan?
Nej. 2K polyuretan är en täckande och slitstark lack i sig själv och kräver ingen separat klarlack, till skillnad från traditionella baslacksystem.
Hur många lager behöver man när man lackerar bil själv?
Vanligtvis appliceras 2–3 lager 2K polyuretan. Vid rollning är tre lager vanligt. Vid sprutning räcker ofta två sessioner beroende på skikttjocklek och täckning.
Kan man lackera bil i kallt garage?
Det beror på metod. Sprutlackering kräver normalt minst cirka 20 °C för god atomisering och utflytning. Rollning är mindre temperaturkänslig men härdningen går långsammare i sval miljö.
Hur länge tar det innan 2K-lack härdar?
Ytan är ofta dammtorr inom några timmar, men full kemisk härdning tar flera dagar. Belastning och montering bör ske först när färgen uppnått tillräcklig hårdhet.
Måste man grunda en bil med epoxiprimer?
Ja, på plåtrena ytor rekommenderas epoxiprimer för korrosionsskydd och vidhäftning. Det ger en stabil grund före täckmålning med 2K polyuretan. Gammal färg behöver inte grundas, om den är i gott skick.
Är 2K polyuretan samma sak som vanlig billack?
Nej. Traditionell billack är ofta ett bas- och klarlacksystem som kräver sprutning. 2K polyuretan är en täckande, kemiskt härdande lack som kan appliceras med både roller och spruta.
Skåpbil lackerad i garage – Double Coa british racing green
Sammanfattning – är 2K-lack ett rimligt val?
Att lackera bil själv i garage är fullt möjligt.
Valet av färgsystem avgör:
Hållbarhet
Finish
Arbetsinsats
Kostnad
Sprayburk fungerar för mindre lagningar. Traditionell bas + klarlack är standard inom verkstäder.
Men för den som söker:
Slitstyrka
Flexibiliteten att kunna rolla eller spruta
Utmärkt proffs finish
God ekonomi per m²
är 2K polyuretan ett tekniskt starkt alternativ.
Rätt utfört kan resultatet bli både hållbart och visuellt mycket tilltalande – även i ett vanligt garage.
Volvo-EPA lackerad med Double Coat 2K polyuretan – jämn yta utan klarlack.
Guide till lösningsmedel, thinner och förtunning – rätt produkt till rätt färgsystem
Lösningsmedel för färg används för att späda, justera viskositet och rengöra ytor före målning. Men alla lösningsmedel och thinner är inte samma sak – fel förtunning kan orsaka blåsbildning, dålig vidhäftning och i värsta fall total delaminering av färgsystemet.
I den här guiden går vi igenom skillnaden mellan lösningsmedel, thinner och förtunning, varför förtunning alltid är systemspecifik och hur du väljer rätt produkt till epoxiprimer, 2K polyuretan, polyester, topcoat, gelcoat och vattenbaserade system.
Ett lösningsmedel (engelska: solvent) är en kemisk vätska som löser upp andra ämnen.
Inom lackering används lösningsmedel för att:
Lösa bindemedel i färg
Justera viskositet inför applicering
Påverka avdunstningshastighet
Rengöra verktyg och utrustning
Kemiskt kan lösningsmedel bestå av estrar (t.ex. etylacetat), ketoner (t.ex. aceton), alkoholer, aromater eller specifika blandningar anpassade för ett visst färgsystem.
Det är därför man aldrig kan säga att “thinner är thinner”.
Varför räcker det inte med “vanlig förtunning”?
En vanlig invändning är:
“Kan jag inte bara använda vanlig thinner till allt?”
Nej.
Olika färgsystem är kemiskt uppbyggda på helt olika bindemedel.
Epoxi härdar genom en kemisk reaktion mellan harts och härdare.
2K polyuretan har en annan härdmekanism med isocyanater.
Polyester och gelcoat är ytterligare ett annat system.
Förtunningen är inte bara till för att späda färgen – den är anpassad för att:
Vara kompatibel med bindemedlet
Ha rätt avdunstningshastighet
Inte störa härdreaktionen
Ge korrekt utflytning
En “vanlig förtunning” kan:
Skära sig med färgen
Förlänga torktid
Påverka glans
Ge blåsbildning
Försämra kemisk resistens
Orsaka delaminering
Rätt lösningsmedel är en del av färgsystemet – inte ett tillbehör.
Skillnaden mellan thinner och förtunning
Ordet thinner används ofta som ett samlingsbegrepp.
I praktiken betyder thinner:
En lösningsmedelsblandning avsedd att späda en specifik färgtyp.
På svenska används ordet förtunning.
Det avgörande är detta:
Förtunning är alltid systemspecifik.
En epoxiprimer kräver en annan förtunning än en 2K polyuretan. En sprutförtunning har en annan avdunstningsprofil än en långsam förtunning för rollning eller pensling. I vår filmgenomgång av målningsteknik Double Coat visar vi praktiskt hur rätt förtunning används.
Förtunning för olika färgsystem
Epoxiprimer
2K epoxiprimers ska spädas med epoxianpassad förtunning, exempelvis IJmopox Förtunning.
Fel lösningsmedel kan störa härdreaktionen och försämra vidhäftning, kemisk resistens och slutlig hårdhet.
IJmopox ZF Primer och IJmopox HB Coating späds alltså enbart med IJmopox Förtunning.
2K polyuretan
Polyuretaner är kemiskt känsliga och kräver rätt typ av förtunning.
Det finns vanligtvis:
Långsam förtunning (för rollning/pensling)
Sprutförtunning (snabbare avdunstning)
Sprutförtunning används vid sprutlackering för att säkerställa korrekt atomisering och utflytning. Långsam förtunning används vid rollning för att minska risk för penselmärken och ge bättre utjämning.
OBS: Om du råkar späda Double Coat med IJmopox förtunning så förstörs färgen helt. Om du märker att du råkat späda Double Coat med fel förtunning så behöver du ta bort all färg.
För praktisk applicering i garage, se vår guide om att lackera bil själv.
Polyester och sprutspackel
Polyesterbaserade produkter kan spädas med estrar, exempelvis etylacetat.
Fel lösningsmedel kan påverka polymerisation och orsaka ytsvaghet eller dålig härdning.
Styren och etylacetat – förtunning för polyester
Styren är ett reaktivt lösningsmedel som används inom polyester- och gelcoatsystem. Till skillnad från traditionell thinner deltar styren i den kemiska reaktionen och blir en del av materialets polymerstruktur.
Styren används vid:
Spädning av topcoat
Spädning av gelcoat
Justering av viskositet i polyesterprodukter
Att ersätta styren med annan förtunning i polyesterbaserade system kan leda till:
Ofullständig härdning
Ytdefekter
Försämrad mekanisk styrka
Etylacetat används för att späda polyesterbaserat sprutspackel, exempelvis Poltix Spray Filler.
Vattenbaserade produkter
Vatten är också ett lösningsmedel.
För vattenbaserade färgsystem används vatten som förtunning, exempelvis vid applicering av Double Coat Cabin Varnish, som är en 2K vattenbaserad polyuretan.
Det är viktigt att förstå att:
Vatten fungerar som lösningsmedel i vattenburna system
Vatten aldrig ska användas i lösningsmedelsbaserade epoxi- eller polyuretansystem
Systemspecificiteten gäller även här
Lacknafta och balsamterpentin – för traditionella 1K- och linoljebaserade system
Alla färgsystem är inte tvåkomponentsbaserade. Inom traditionell målning används andra typer av lösningsmedel.
Lacknafta
Lacknafta används främst för att späda:
1K polyuretan
Alkydfärg
Traditionell blanklack
Oljebaserade 1K-färger
Lacknafta fungerar som förtunning genom att sänka viskositeten och förbättra utflytningen vid pensel- eller rollapplicering.
Den ska däremot inte användas i 2K epoxi- eller polyuretansystem.
Balsamterpentin
Balsamterpentin används främst för att späda:
Linoljefärg
Linoljefernissa
Traditionella oljebaserade träbehandlingar
Det går i många fall att ersätta balsamterpentin med alkohol.
Det är dock viktigt att påpeka:
Linoljefärg och linoljefernissa fungerar ofta bäst utan spädning. De är utvecklade för att appliceras lösningsmedelsfria eller med minimal tillsats av förtunning.
För mycket lösningsmedel kan försämra täckförmåga, inträngning och slutlig filmstyrka.
Alkohol och cellulosaförtunning
Alkohol kan lösa olja och tjära (och kan ersätta balsamterpentin som förtunning) men sprit bör inte användas som slutrengöring inför applicering av en polyuretan-baserad produkt, eftersom den kan påverka härdreaktionen.
1K blanklack, 2K PU eller PU-lim som 3M 5200 får inte komma i kontakt med sprit.
Cellulosaförtunning är avsedd för äldre nitrocellulosalacker och är inte lämplig för moderna 2K epoxi- eller polyuretansystem.
Vad händer om du använder fel thinner?
Att späda färg med fel lösningsmedel kan orsaka:
Skärning (synlig kemisk reaktion)
Instängda lösningsmedel (solvent entrapment)
Blåsbildning
Försämrad härdning
Delaminering
Nedsatt kemikalieresistens
Problemet kan vara osynligt initialt men visa sig senare i form av flagning eller blåsor.
Kan ytan målas med 2K?
Innan du applicerar en 2K epoxi- eller polyuretanfärg är det avgörande att säkerställa att underlaget tål lösningsmedel.
Äldre färgsystem, 1K-färger eller okända lacker kan reagera negativt när de utsätts för lösningsmedel i moderna 2K-produkter. Om underlaget inte är lösningsmedelsbeständigt kan det leda till:
Uppmjukning
Resning av färg
Dålig vidhäftning
Blåsbildning
Delaminering
I den här filmen visar vi hur du enkelt testar om en befintlig yta klarar att övermålas med 2K-system.
Testet bygger på att placera en trasa med thinner i 15 minuter på en begränsad yta och kontrollera om underlaget:
Blir klibbigt
Mjuknar
Löser upp sig
Missfärgas
Om ytan påverkas är den inte lämplig att övermåla direkt med 2K, den gamla färgen behöver först slipas bort. Skrapa med något hårt, en nyckel eller en spik, för att se om färgen mjuknat av lösningsmedlet.
Att göra detta test innan målning kan spara både tid och material.
Kan man använda för mycket thinner?
Ja.
Att tillsätta för mycket förtunning kan orsaka allvarliga problem, även om du använder rätt typ av thinner.
Om färgen späds för kraftigt kan följande ske:
Skikttjockleken blir för låg
Härdningen påverkas
Bindemedelshalt per lager minskar
Ytan blir svagare
Ett särskilt problem är så kallad instängning av lösningsmedel (solvent entrapment).
Om ett lager appliceras för tjockt eller om färgen innehåller för mycket thinner kan lösningsmedel kapslas in mellan färglagren. När lösningsmedlet försöker avdunsta bildas blåsor – så kallad solvent popping.
Detta resulterar i:
Små kratrar i ytan
Blåsbildning
Försämrad mekanisk styrka
Risk för delaminering över tid
Följ alltid tekniskt datablad när det gäller maximal rekommenderad spädning. Normal spädning när man applicerar färg med roller eller pensel är ofta 0–10 %, vid sprutning snarare 10–20 %.
Avfettning är inte samma sak som thinner
Förtunning är inte avsedd för ytrengöring före målning.
Den kan:
Mjuka upp underlaget
Lämna rester
Försämra vidhäftning
För rengöring före målning används istället lösningsmedelsbaserad avfettning, även kallad:
Degreaser
Silicone remover
Polyestertvätt
Dessa är kemiskt anpassade för att avlägsna silikon, fett och föroreningar utan att påverka underlaget negativt. Ett exempel på en sådan lösningsmedelsbaserad polyestertvätt är Double Coat Avfettning, som är utvecklad för rengöring av gelcoat, trä, glasfiberlaminat och målade ytor före applicering av 2K-system.
För att rengöra ytan korrekt med en lösningsmedelsbaserad avfettning ska du inte hälla vätskan direkt på underlaget eller använda fel sorts applikator.
Det bästa arbetssättet är att:
Fukta en ren mikrofiberduk med avfettningen
Torka av ytan metodiskt
Byta duk ofta så att du inte sprider föroreningar
En mikrofiberduk som tål lösningsmedel är avgörande. Exempelvis är 3M 2012 mikrofiberduk särskilt lämpad för arbete med lösningsmedelsbaserade avfettningar eftersom den:
Tål lösningsmedel mycket väl
Inte löses upp
Inte luddar
Inte lämnar fibrer på ytan
Rätt duk är en viktig del av ett professionellt målningsarbete.
Vattenbaserad rengöring före slipning
Innan slipning är det ofta bättre att tvätta ytan med vattenbaserat schampo.
Ett koncentrerat båtschampo som M.4605 kan effektivt avlägsna:
Avfettning är specifik thinner för rengöring av en yta före målning
Förtunning kan aldrig användas för att rengöra en yta
Fel lösningsmedel kan orsaka blåsbildning och delaminering
👉 Vill du se hela vårt sortiment av systemspecifika produkter hittar du dem här i produktkaegorin Förtunning – Thinner.
Komplett guide till sprutlackering – teknik, utrustning och professionella resultat
Sprutlackering är den mest tidseffektiva metoden för att applicera billack, 2K polyuretan och epoxiprimer – förutsatt att den utförs korrekt. Med rätt färgspruta, rätt munstycke och rätt viskositet kan du uppnå en professionell, jämn och slitstark finish. Samtidigt ställer sprutmålning höga krav på temperatur, ventilation och teknik. I den här guiden går vi igenom utrustning, inställningar, sprutsessioner och vanliga misstag – så att du lyckas med din sprutlackering från första lagret.
Varför sprutlackering är effektivt – men ställer höga krav
Sprutlackering är för många den mest tillfredsställande metoden att måla. Det är tekniskt, effektivt och – i rätt miljö – den snabbaste vägen till en perfekt finish.
Med rätt färgspruta, korrekta inställningar och en anpassad lokal kan du:
Lägga flera lager samma dag
Uppnå en jämn och professionell ytfinish
Arbeta betydligt snabbare än med pensel eller roller
En skicklig sprutmålare i en korrekt ventilerad och tempererad miljö kan producera en finish som i princip motsvarar fabriksapplicerad lack.
Samtidigt är sprutlackering en krävande metod.
Rinningar, torrsprut eller apelsinskalsyta innebär ofta att du måste vänta 1–2 dagar, slipa ned ytan och börja om. Sprutning belönar därför kunskap, disciplin och rätt förutsättningar.
Den här guiden omfattar sprutlackering av:
Billack
2K polyuretan (t.ex. båt- och industrilacker)
Epoxiprimer och sprutspackel
Fokus ligger på koppspruta med ovanliggande kopp (gravity feed) och RP-teknik (Reduced Pressure), vilket ger god kontroll, fin atomisering och professionellt resultat.
När är sprutlackering rätt metod?
Sprutning är inte alltid det bästa valet.
För många privata båtägare och mindre projekt är rollning faktiskt enklare och mer förlåtande. Rollning:
Kräver mindre ventilation
Kräver mindre maskering
Sprider inte färg i luften
Är mindre temperaturkänslig
Men när du har:
Rätt lokal
Rätt temperatur
Rätt ventilation
Rätt skydd
Grundläggande sprutvana
då är sprutlackering den mest tidseffektiva metoden.
Den stora fördelen är just tiden. I teorin kan du applicera två sprutsessioner samma dag och komma mycket snabbare framåt i projektet.
För ett komplett garageprojekt med 2K-lack, se vår guide om att lackera bil själv, där vi jämför sprutning och rollerapplicering.
Grundförutsättningar för att spruta över huvud taget
Innan du ens överväger sprutlackering måste följande vara uppfyllt.
Temperatur
Minst 20°C
Spruta aldrig kallare
Lokal och objekt måste hålla samma temperatur
Kall yta ger sämre utflytning, sämre lösningsmedelsavdunstning och ökad risk för defekter.
Ventilation – helt avgörande
Detta är den viktigaste punkten.
En korrekt sprutlokal ska ha kraftfull ventilation som:
För bort sprutdimman omedelbart
Gör att luften framför dig upplevs ren
Förhindrar uppbyggnad av lösningsmedel i luften
Om ventilationen är för svag händer två saker:
Du ser inte vad du gör – luften blir snabbt tät av dimma
Miljön blir farlig – lösningsmedel mättar luften
Vid större ytor eller längre sprutpass krävs:
Helmask med egen lufttillförsel
Vid mindre arbeten i välventilerad lokal kan en korttidsmask med kolfilter vara tillräcklig.
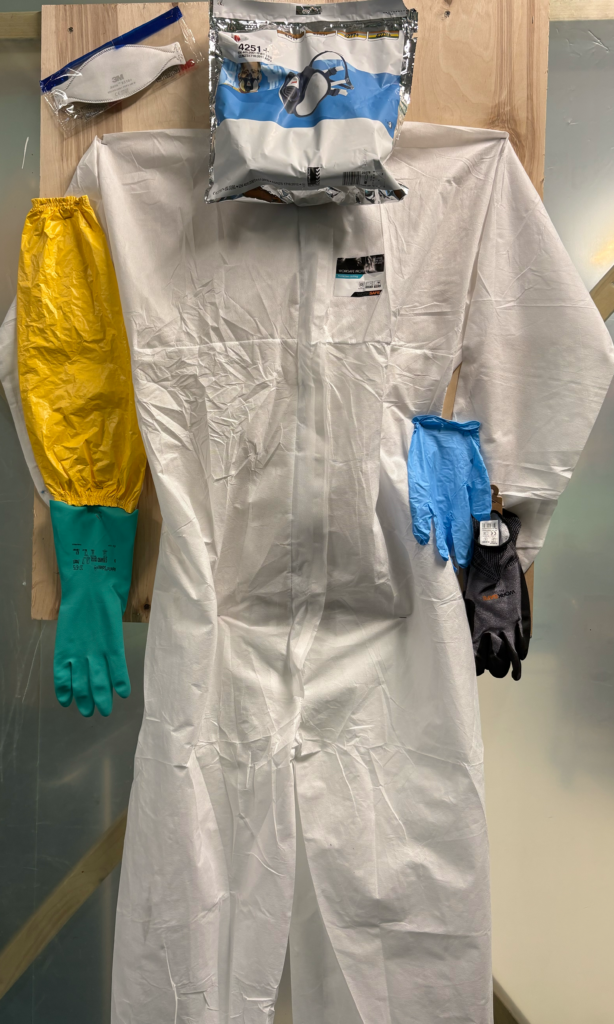
Övrig skyddsutrustning:
Nitrilhandskar
Lackoverall
Godkänd andningsmask
Rätt skyddsutrustning är en förutsättning
Sprutlackering innebär exponering för lösningsmedel och färgdimma. Korrekt andningsskydd, handskar och lackoverall är inte ett tillval – det är en grundförutsättning för att arbeta säkert och kontrollerat.
Rätt spruta – varför gravity cup och RP är optimalt
Den mest kontrollerade metoden för billack, 2K polyuretan och epoxi är en koppspruta med ovanliggande kopp (gravity feed).
Fördelar med gravity cup:
Stabil färgmatning
Mindre materialspill
Bättre kontroll vid tunna lager
När det gäller teknik är RP (Reduced Pressure) en mycket balanserad lösning:
Fin atomisering
Mindre overspray än traditionell högtryck
Mer kontrollerad sprutbild än enklare hobby-HVLP
En välbalanserad RP-spruta med rätt munstycke ger en jämn och professionell fördelning av materialet – vilket är avgörande vid applicering av 2K polyuretan och billack där ytfinishen är kritisk.
Perfekt – munstyckesdelen är en av de viktigaste sektionerna i hela guiden. Den ger expertstatus, fångar sökningar som “1.3 mm munstycke 2k” och minskar felapplicering.
För den som vill arbeta med en beprövad RP-spruta för professionellt bruk är exempelvis SATAjet 1000 B RP ett stabilt val tack vare sin jämna fördelning, precisa munstycksteknik och goda kontroll vid 1,2–1,3 mm applikationer.
Munstycke och viskositet – så väljer du rätt storlek
Val av munstycke avgör hur färgen atomiseras, hur tjockt skikt du lägger och hur kontrollerad appliceringen blir. Fel munstycke leder ofta till rinningar, torrsprut eller dålig utflytning.
En grundregel är:
Tunn färg = mindre munstycke Tjockare färg = större munstycke
En korrekt inställd spruta är avgörande för resultatet. Munstycke, spruttryck och materialflöde måste samverka för att ge rätt sprutbild och skikttjocklek.
Nedan följer en strukturerad genomgång av hur en RP gravity-spruta ställs in.
Materialförberedelse Blanda färgen enligt tekniskt datablad och späd till korrekt viskositet. För 2K polyuretan är vanligtvis 18–20 sekunder i DIN 4-kopp ett riktvärde.
Montera sprutan
Kontrollera att munstycksstorleken är anpassad till materialet
Montera kopp och sil
Anslut till torr och oljefri tryckluft
Ställ in spruttryck För en RP-spruta är ett vanligt arbetsområde:
2,0–2,5 bar vid luftintaget
Kontrollera alltid tekniskt datablad för aktuellt färgsystem.
Justera sprutans reglage
En professionell gravity-spruta har normalt tre justeringsmöjligheter:
Sprutbild (rund/flat control)
Denna justering styr fläktens bredd.
Fullt öppet → bred, platt sprutbild (för större ytor)
Delvis stängt → smalare sprutbild (för detaljer)
Vid lackering av större ytor ska sprutbilden normalt vara nästan fullt öppen.
Materialflödesreglage (Material Flow Control)
Detta är nåljusteringen bak på sprutan och styr hur mycket färg som släpps fram.
En bra startinställning är:
Skruva ut fullt
Skruva sedan in när du testar mot en provyta
Materialflödet påverkar direkt:
Skikttjocklek
Risk för rinningar
Åtgång per kvadratmeter
För högt materialflöde ger:
Överbelastning
Rinningar
Instängda lösningsmedel
För lågt flöde ger:
Torrsprut
Dålig täckning
Ojämn yta
Materialflödet ska anpassas efter munstycke, viskositet och arbetstempo.
Luftjustering (Air micrometer)
Om sprutan är utrustad med finjustering av luftflödet kan denna användas för att optimera atomiseringen.
Den ska dock inte ersätta korrekt inställt huvudtryck. Grundtrycket ställs först – finjustering görs därefter.
Appliceringsteknik
Sprutavstånd
Håll sprutan cirka 15–35 cm från ytan
Rörelse och överlappning
Arbeta med jämn hastighet
Håll sprutan vinkelrätt mot ytan
Överlappa varje pass med cirka 60–70 %
Avtryckarteknik
Påbörja rörelsen innan du trycker in avtryckaren
Släpp avtryckaren efter att du passerat kanten
Detta förhindrar materialuppbyggnad i början och slutet av varje drag.
Färgval vid sprutlackering – varför Double Coat fungerar
Att behärska sprutteknik är bara halva jobbet — rätt färg och härdare är minst lika viktigt för att nå ett hållbart och estetiskt snyggt resultat.
För sprutapplikation krävs färgsystem som:
ger bra flöde utan att “ploppa”
har kontrollerad viskositet
fyller ut underlaget jämnt
har rätt nivå av flyt och utflytning
går att späda korrekt för sprut
Double Coat – ett system anpassat för sprutlackering
Double Coat-systemet är särskilt utvecklat för sprutapplikationer. Det fungerar utmärkt både för:
klarlack
pigmenterad lack
halvblank och matt finish
högblank finish
Färgens egenskaper gör att den:
sprider sig jämnt utan ränder
ger god fyllning även i profiler och skarpa hörn
är formulerad för kontrollerat utflyt
förhindrar “orange peel” vid rätt teknik
Systemet är baserat på 2-komponent polyuretan, vilket ger:
✔ mycket hög slitstyrka ✔ god kemikalieresistens ✔ långvarig beständighet i marina och industriella miljöer ✔ UV-stabilitet vid rätt lacktyp
Double Coat 2K färg för sprutapplicering, samt roller- eller penselapplicering.
Double Coat Härdare SQ – optimerad för spray
När du sprutar måste lacken reagera korrekt i luften och på ytan — annars kan den orsaka:
ojämn härdning
ytdefekter
torkningsproblem
Double Coat Härdare SQ (spray quality) är en specialhärdare utvecklad för just sprutlackering. Den gör att:
färgen sträcker bättre
Optimerad ytspänning
risken för “orange peel” minskar
Att använda rätt härdare är lika viktigt som att välja rätt lack.
Använd alltid Double Coat Härdare SQ tillsammans med Double Coat-färger vid sprutlackering.
Double Coat härdare SQ för sprutlackering.
Hur du späder för sprutapplikation
När du sprutar behöver färgen ha rätt viskositet för att flöda genom munstycke och spridningsmönster utan stänk eller porer.
Sila alltid färgen innan sprutning (t.ex. med 125 µ färgsil)
Använd rätt munstycke för material och viskositet
Rör om/filtrera kontinuerligt vid längre pass
Justera tryck och flöde efter lackens beteende
Spraya i lufttemperatur 20–25 °C för jämn bästa flyt
Så sprutlackerar du korrekt – metod och applicering
En vanlig missuppfattning är att ett “lager” är något man lägger i ett enda svep. Vid professionell sprutlackering är det mer korrekt att tala om sprutsessioner.
Det är så du undviker rinningar, instängda lösningsmedel och svag härdning.
Tänk i sprutsessioner – inte i tjocka lager
Ett korrekt applicerat skikt byggs upp gradvis.
En sprutsession innebär vanligtvis:
Ett tunt första pass (dimlager)
10–15 minuters avluftning
Ett andra jämnt täckande pass
Materialet ska appliceras tunt. Det ska nästan kännas för tunt första gången.
Att “gå varv på varv” och försöka få full täckning direkt är det vanligaste misstaget vid sprutlackering.
Vänta tills ytan är klibbtorr
Nästa sprutsession får påbörjas först när föregående lager har torkat så pass att du kan:
Sätta fingret lätt mot ytan
Inte få färg på fingret
Tiden varierar beroende på:
Temperatur
Ventilation
Skikttjocklek
Färgsystem
För 2K polyuretan ligger detta ofta mellan 2–3 timmar vid cirka 20 °C. Du kan vänta längre, upp till 48 timmar och fortfarande få god kemisk vidhäftning.
Det absolut värsta du kan göra är att spruta för tjockt, för snabbt.
Om du applicerar för mycket material på kort tid:
Lösningsmedel stängs inne (solvent entrapment)
Härdningen försämras
Ytan blir repkänslig och skör
Risk för blåsbildning
Risk för delaminering över tid
Ett enkelt tecken på att du sprutat för tjockt är om det luktar starkt lösningsmedel när du slipar efter ett dygn. Då har lösningsmedel kapslats in i skiktet.
Rätt sprutavstånd och rörelse
Sprutavstånd: cirka 15–35 cm
Håll sprutan vinkelrätt mot ytan
Arbeta med jämn hastighet
Överlappa varje drag med cirka 60–70 %
Stanna aldrig kvar och “fylla på” en yta. Det leder nästan alltid till rinningar.
Två sessioner ger korrekt skikttjocklek
Vid sprutlackering av 2K polyuretan appliceras ofta cirka 50 mikron per session.
Det innebär att:
Två korrekt utförda sprutsessioner ger rätt total skikttjocklek (+100 mikron)
Färgåtgången bör beräknas i förväg.
När man sprutar 50 mikron är färgåtgången för Double Coat 9,4 m²/kg.
För hög åtgång är ofta ett tecken på att du sprutar för tjockt
Professionell sprutlackering handlar om kontroll, inte om att få det att täcka snabbt.
Vanliga justeringar vid applicering
Även med korrekt inställning kan ytan ibland behöva finjusteras under arbetets gång.
Vid apelsinskalsyta:
Öka spruttrycket något
Eller minska materialflödet
Det förbättrar atomiseringen och ger bättre utflytning.
Vid rinningar eller häng:
Minska materialflödet
Eller öka rörelsehastigheten
För mycket material på för liten yta är den vanligaste orsaken.
Vid torrsprut eller torra kanter:
Minska spruttrycket något
Eller minska sprutavståndet
För högt tryck eller för stort avstånd gör att färgen börjar torka innan den når ytan.
Rengöring av färgsprutan – så behåller du precisionen
Noggrann rengöring efter varje sprutning är avgörande för att bibehålla sprutbild, atomisering och livslängd på sprutan. Torkad färg i munstycke eller nålsäte påverkar direkt resultatet vid nästa applicering.
1. Första genomspolning
Fyll koppen med rekommenderad sprutrengöring och spraya igenom sprutan tills vätskan kommer ut klar.
Håll sprutan riktad nedåt under spolningen för att undvika att lösningsmedel tränger in i luftkanalerna.
2. Luftkåpa och munstycke
Demontera luftkåpan och rengör den med lämplig rengöringsborste.
Använd aldrig metalltråd eller hårda verktyg för att rensa hålen – det kan skada sprutbilden permanent.
Endast mjuka borstar avsedda för sprutrengöring ska användas.
3. Nål och färgmunstycke (fluid tip)
Ta försiktigt ut färgnålen och torka den ren med luddfri trasa.
Använd korrekt verktyg (munstycksnyckel) för att demontera färgmunstycket och rengör det separat.
Var noga med att inte skada tätningar eller gängor.
4. Invändig rengöring
Använd rengöringsstråle eller sprutrör för att få in rengöringsmedel i materialkanalen och säkerställ att färgrester avlägsnas helt.
Kontrollera att färgpassagen är helt fri innan montering.
5. Smörjning
Efter rengöring bör rörliga delar smörjas lätt med avsedd sprutfett.
Applicera ett tunt lager på:
Nålen
Rörliga leder
Packningar enligt tillverkarens anvisningar
Detta minskar slitage och säkerställer jämn funktion.
Viktiga råd
Använd aldrig slipande material eller metallverktyg i munstyckshål.
Undvik att sänka ned hela sprutan i lösningsmedel – endast demonterade delar ska vid behov blötläggas.
Om sprutan har digital manometer ska den inte utsättas för långvarig kontakt med lösningsmedel.
Använd pulserande tryck på avtryckaren vid genomspolning istället för att hålla den konstant intryckt – det sparar rengöringsmedel och ökar effektiviteten.
En väl rengjord spruta ger konsekvent sprutbild, bättre kontroll och längre livslängd.
Alternativa appliceringsmetoder
Även om gravity cup med RP-teknik är den mest kontrollerade metoden för finlackering finns andra system som används vid större ytor eller industriell applicering.
Applicering med airless / högtryck
Airless används främst vid större ytor där hög kapacitet och tjockare skikt önskas.
Grundförutsättningar
Lokalen måste ha mycket god ventilation
Minst 20 °C – lokal och objekt ska hålla samma temperatur
Ytan ska avfettas cirka 30 minuter före applicering
Luften ska vara torr och fri från olja
Materialförberedelse
Väg upp komponenterna noggrant
Rör om och låt vila enligt systemets anvisningar
Späd vid behov med korrekt sprutförtunning (ersätt aldrig med annan typ)
Sila alltid färgen före applicering
Rekommenderade inställningar
Munstycke: 0,009″ eller 0,011″
Sprayvinkel: 40° eller 60°
Materialtryck: 4–5 bar
Spädning beror på munstycke och önskad skikttjocklek. En rimlig riktlinje är 0–10 %.
Viskositet justeras till cirka:
50–55 sekunder i DIN 4-kopp
Skikttjocklek och kapacitet
Airless möjliggör applicering av cirka 70 mikron per lager. Normal färgåtgång ligger runt 6,2 m² per kg.
Vid rätt förhållanden kan två lager appliceras samma dag.
Applicera aldrig material vars brukstid har passerats.
Applicering med Airmix / Aircoat
Airmix (Aircoat) är ett mellanting mellan traditionell luftspruta och airless. Metoden kombinerar materialtryck med assisterande luft för förbättrad atomisering.
Grundförutsättningar
Minst 20 °C i lokal och på objekt
Mycket god ventilation
Ytan ska vara noggrant avfettad
Torr och oljefri luft
Materialförberedelse
Noggrann uppvägning och omrörning
Vila enligt anvisning
Späd endast med rekommenderad sprutförtunning
Sila färgen före applicering
Rekommenderade inställningar
Munstycke: 0,011″
Sprayvinkel: 60°
Materialtryck: cirka 4 bar
Lufttryck: cirka 4 bar
Sprayviskositet bör ligga på:
45–50 sekunder i DIN 4-kopp
Vid större ytor eller varmare klimat kan långsammare sprutförtunning användas för bättre utflytning.
Applicera aldrig material vars brukstid har passerats.
Slutsats – kontroll, disciplin och rätt utrustning
Sprutlackering är den mest tidseffektiva metoden för att applicera billack, 2K polyuretan och epoxiprimer – men bara när förutsättningarna är rätt.
Med korrekt temperatur, kraftfull ventilation och rätt skyddsutrustning kan du arbeta snabbt och uppnå en ytfinish som motsvarar professionell lackering. Avgörande för resultatet är dock:
Rätt munstycke i förhållande till viskositet
Korrekt spruttryck
Kontrollerat materialflöde
Tunna, disciplinerat applicerade sprutsessioner
Det är kombinationen av inställning och metod som avgör om resultatet blir hållbart och jämnt – eller om lösningsmedel stängs in och ytan måste göras om.
Valet av spruta spelar därför en central roll. En stabil och välbalanserad RP-spruta ger bättre kontroll, jämnare atomisering och säkrare applicering.
👉 Vill du jämföra olika professionella alternativ hittar du hela vårt sortiment av SATA sprutpistoler här:
Lacka med pensel – hur gör man?
Att lacka med pensel har ett oförtjänt rykte. Många tänker penselränder, ojämn yta och kompromisser. I verkligheten kan en korrekt utförd penselapplicering ge en finish som är fullt jämförbar med sprutmålning – förutsatt att rätt pensel, rätt viskositet och rätt teknik används.
I den här artikeln går vi igenom varför olika penseltyper är konstruerade för olika arbetsmoment, hur borstform och borstlängd påverkar resultatet, och när du ska välja flat, rund, snedställd eller moddlare. Vi fördjupar oss i själva målningstekniken – hur du fördelar färg, hur du undviker penselspår och varför sista draget inte är det som skapar finishen.
Vi tittar också på de faktorer som ofta förbises: temperatur, luftfuktighet, sol, vind och hur dessa påverkar färgens öppentid, flyt och slutliga ytfinish. Rätt metod när du ska lacka eller måla med pensel innebär att du anpassar dig efter miljöns förutsättningar. För att kunna göra det behöver du först förstå hur färgen fungerar – och hur dina val påverkar resultatet.
Borst, form och kapacitet – därför beter sig penslar olika
Alla penslar kan flytta färg. Men de gör det på olika sätt. Det är borstens mängd, längd och form som avgör hur snabbt du kan arbeta, hur mycket färg du lägger på och hur kontrollerad ytan blir.
Mycket eller lite borst – hastighet vs kontroll
En pensel med riklig borst bär mer färg per dopp. Det ger högre tempo och gör det enklare att täcka större ytor innan färgen börjar sätta sig. Nackdelen är att det blir lättare att lägga på för mycket om du inte arbetar metodiskt.
En pensel med tunnare borst bär mindre färg och ger en mjukare målning. Den är långsammare men mer exakt, särskilt nära kanter och avslut.
Det är här skillnaden mellan olika penseltyper verkligen märks.
Ovalpensel – kapacitet och följsamhet i balans
Ovalpenseln är en kombination av rund och flat. Den har riklig borst men upplevs ändå kontrollerad.
Det gör den till en mycket bra allroundpensel för snickerier där du vill:
få på relativt mycket färg
arbeta snabbt
samtidigt låta penseln följa underlaget
Ovalpenslar är därför vanliga vid målning av fönsterbågar och dörrar. De är ofta 35 mm breda men bär mer färg än en flat pensel i samma bredd.
Ovalpensel med snedställd borst för snickerier.
Flat lackpensel – maximal hastighet på plana ytor
En flat lackpensel är ännu snabbare, särskilt i bredare varianter som 50 eller 70 mm.
Den lämpar sig bäst för plana ytor som:
paneler
skivor
bord
plank
På liggande ytor ger en flat lackpensel en mjuk och snabb känsla där du kan arbeta i långa parallella drag och bygga jämn film.
Flat lackpensel för stora plana ytor.
Fasadpensel – ren kapacitet
Fasadpenseln har mest borst av alla penslar. Den är byggd för hastighet på stora ytor och krävande underlag. Här prioriteras kapacitet före finprecision.
Snedställd lackpensel – kontroll på smala och stående ytor
Den tunnare lackpenseln har lite borst, ofta snedställd, och är motsatsen till fasadpenseln.
Den:
bär mindre färg
ger mer kontroll
är lättare att styra längs kanter
Den är idealisk för lister, ribbor, foder och smalare ytor där precision är viktigare än tempo.
Snedställd lackpensel för smala plana ytor.
Rund borst – för krävande form och svårmålade ytor
Rundpensel är geometriskt smart. När underlaget är kurvigt eller vinklat plattas en rund pensel ut naturligt och anpassar sig efter formen. En flat pensel kan i samma situation dela upp sig och ge ojämnt tryck. En rund pensel är därför ofta det bästa komplementet där rollern inte kommer åt.
Den är särskilt bra för:
rundade ytor
hålkäl
spröjs och profiler
trånga vinklar
Rundpensel för välvda ytor och hålkäl.
Trekantig borst – när precision är allt
En precisionspensel med trekantig borst gör det möjligt att måla skarpa linjer och exakta avslut.
Den tydliga spetsen gör att borsten inte delar sig, vilket ger:
ren linjeföring
kontrollerade hörn
möjlighet att arbeta nära maskering
Detta är verktyget för detaljmålning och exakta avslut där varje millimeter räknas.
Precisionspensel för skarpa avslut.
Streckpensel – för mikrolagningar och exakt bättring
En streckpensel är en mycket liten flat pensel, ofta 7 eller 14 mm bred, som används för punktlagning och precis ifyllnad.
Den lilla arbetsytan gör det möjligt att applicera färg exakt där den behövs – utan att påverka omgivande yta.
Streckpenseln används när:
små lackskador ska fyllas
repor eller nagg ska bättras
gelcoatskador punktmålas
små 2K-reparationer utförs
Naturborsten håller en liten mängd färg utan att droppa och ger stabil kontroll vid korta, precisa rörelser.
Detta är inte en pensel för finish på större ytor – utan ett verktyg för reparation.
Vid bättring är det viktigt att:
arbeta i tunna lager
bygga upp färgen något över omgivande yta
låta färgen härda helt innan sickling och våtslipning
När skadan är jämnad och polerad ska övergången inte vara synlig.
Penselmålning handlar om att lägga en jämn film som får tid att flyta ut. Slutfinishen uppstår inte i samma sekund som du stryker – den uppstår när färgen börjar “sträcka”.
Två saker styr hur lätt det blir:
öppentid (hur länge färgen är arbetbar innan den sätter sig)
viskositet (hur “smidig” färgen är i penseln)
När det strular är det nästan alltid för att färgen sätter sig för snabbt – eller att man går tillbaka och “rättar” i ett skikt som redan börjat bli klibbigt.
Tänk på ytans form före du tänker på färgen
Börja alltid med att se på ytan. Är den plan, profilerad, kurvig, full av hörn? Sätt det i relation till vad du just lärt dig om olika penslars form och kapacitet.
Valet av pensel påverkar nämligen hur du upplever färgens öppentid och viskositet. Det är inte bara temperaturen som avgör om färgen “sätter sig snabbt” – det är också hur fort du kan arbeta.
En plan och slät yta kan målas snabbt med en flat lackpensel. Tempot blir högt, färgen hinner flyta ut och resultatet blir jämnt.
Men använd samma breda pensel på en svår, profilerad yta och arbetet blir klumpigt. Du tappar tempo, måste korrigera drag och riskerar att gå tillbaka i färg som redan börjat sätta sig. Då upplever du plötsligt att färgen är seg – trots att det egentligen är verktyget som bromsar dig.
Det är därför rätt pensel inte bara handlar om precision – utan om att hålla ett naturligt och jämnt arbetstempo.
Miljön styr allt: temperatur, luftfuktighet, sol och vind
Det är lätt att tro att penseldrag är ett verktygsproblem. Ofta är det ett miljöproblem.
Temperatur
Det är generellt enklare att pensla när det är svalt. Ofta är 15–17 °C betydligt mer förlåtande än temperaturer över 20 °C. Vid högre temperatur blir öppentiden kortare och färgen börjar sätta sig innan den hinner flyta ut.
Lösningen är att antingen sänka temperaturen – eller justera färgen med mer förtunning (se avsnittet om spädning).
Vid låga temperaturer kan man tro att det blir enklare eftersom öppentiden ökar. Men kall färg blir segare och trögare att arbeta ut. Då upplevs den istället svår att sträcka.
Lösningen är densamma: höj temperaturen – eller anpassa viskositeten med förtunning.
Det handlar inte om varmt eller kallt. Det handlar om balans mellan öppentid, flyt och arbetstempo.
Luftfuktighet
Hög luftfuktighet påverkar både tork- och härdprocess, särskilt vid utomhusmålning och kvällsmålning.
Över cirka 60 % relativ luftfuktighet ökar risken för:
Glansbortfall
Matt yta
Pigmentfläckar
Försämrad vidhäftning
Fukt och dagg som lägger sig på ytan under torkningen kan störa filmens struktur. Ytan kan se bra ut direkt efter applicering men förändras när den härdar.
Lack och 2-komponentssystem är känsliga för denna typ av påverkan.
Sol och vind
Direkt sol värmer upp underlaget och påskyndar avdunstningen. Vind “drar” ur lösningsmedel ännu snabbare.
Resultatet kan bli:
För kort öppentid
Apelsinhud
Försämrad utjämning
Färgen hinner helt enkelt inte flyta ut innan den sätter sig.
Om du måste arbeta i sådana förhållanden behöver du:
Arbeta snabbare
Lägga en jämn och kontrollerad film
Anpassa viskositeten med mer förtunning
Eller – ännu bättre – flytta arbetet till skugga, lä eller svalare tid på dagen.
Spädning och viskositet – därför blir det slätt
När du lackar med pensel handlar allt om viskositet. För tjock färg ger seg känsla, dåligt flyt och penselränder. För tunn färg ger risk för rinningar och sämre skikttjocklek.
Rätt spädning gör inte färgen “rinnig”. Den gör den arbetbar. Så undvik inte spädning, gå på känsla. När en färg känns enkel att penselstryka är viskositeten rätt för rådande miljö och yta.
Temperaturens påverkan
Färgens beteende förändras med temperaturen.
Hög värme (20–25 °C, sol, vind): Öppentiden blir kortare. Färgen sätter sig snabbare. ➡ Späd mer – cirka 10 %.
Kyla (under 15 °C): Färgen blir seg och trög. Den flyter sämre. ➡ Späd mer – cirka 10 %.
Optimalt klimat (15–17 °C, ingen sol, ingen vind): Detta är det mest förlåtande läget. ➡ Späd efter känsla, normalt 5–10 %.
Späd hellre lite för mycket än lite för lite när du penslar. Det är enklare att kontrollera en färg som flyter än en som sätter sig för snabbt.
Vilket lösningsmedel ska användas?
Här får du aldrig chansa. Är det en specifik thinner, eller universalmedel som lacknafta, eller vatten. Läs på färgburken vad som gäller.
2K Polyuretan
Målar du Double Coat – färg, klarlack, 2K-fernissa eller sträcklack – ska den alltid spädas med Double Coat Förtunning. Ingen annan thinner kan ersätta den. Fel lösningsmedel påverkar öppentid, glans och härdning.
Arbetar du med ett annat 2K-system ska du alltid använda den förtunning som tillverkaren anger.
Späds med vatten. Rekommendation vid penselmålning: cirka 10 %.
Vattenbaserade produkter är generellt svårare att pensla än thinnerbaserade system eftersom de har kortare öppentid och annorlunda flytbeteende. Därför bör de nästan alltid spädas när de appliceras med pensel.
Epoxi och epoxiprimer
Ren epoxi (lamineringsharts) kan inte spädas. Spädning förstör systemets egenskaper.
Epoxiprimer, exempelvis IJmopox, får endast spädas med IJmopox Förtunning – och enligt tekniskt datablad.
Oljelack
En del oljelacker kan spädas med:
Balsamterpentin
Lacknafta
Alkohol (T-röd)
Men de behöver sällan spädas på samma sätt som polyuretan.
Spädning är inte en nödlösning. Det är en del av metoden.
Du anpassar viskositeten efter:
Temperatur
Luftfuktighet
Sol och vind
Ytans storlek
Val av pensel
När färgen flyter rätt uppstår den släta ytan nästan av sig själv.
Tekniken: så penslar du för slät finish
Börja med att läsa av ytan
Innan du doppar penseln i färgen ska du stanna upp.
Betrakta ytan. Titta på formen. Identifiera längdriktning, avbrott, hörn, kanter och naturliga stopp.
Först efter denna analys kan du bestämma:
Var du ska börja
I vilken riktning du ska arbeta
Hur långt varje drag ska vara
Var ditt naturliga avslut ska ligga
Det är här en slät finish börjar – inte i själva strykningen.
Måla alltid den kortaste vägen
Färg sätter sig snabbare än du tror.
Undantag: Endast lösningsmedelsbaserade färger som Variopox, linoljefärg eller linoljefernissa är förlåtande och låter dig arbeta 30–60 minuter i våt färg utan stress.
Om en yta är avlång är det naturligt att vilja stryka längs hela längden. Det är alltid fel.
Måla istället i den kortaste riktningen.
Varför?
För att:
Du hinner arbeta ut färgen innan den börjar sätta sig
Du minskar risken att gå tillbaka i halvtorkad färg
Du får bättre kontroll över filmens tjocklek
Du undviker överarbete
En lång sammanhängande strykning ökar risken att du möter färg som redan blivit klibbig. Då uppstår ränder, ojämn glans och dragmärken.
En kortare arbetssträcka ger högre precision och bättre flyt.
Själva stryktekniken
När riktning och arbetsyta är bestämd:
Arbeta endast med 1–2 penselbredder i taget, alltså smala partier
Lägg ut färgen vertikalt över detta lilla parti (kortaste sträckan)
Stryk ut diagonalt för jämn skikttjocklek (på snedden)
Eftersläta horisontellt med lätt hand och god lutning i penseln (på längden).
Det sista draget ska göras med minimal belastning. Du ska inte flytta färg, tillföra mer färg – du ska låta den gå samman. Här kan det vara värt att välja en flat lackpensel som är utmärkt till fördrivning. Ännu bättre för stora ytor är en moddlare på 150 mm som är speciellt utvecklad för planstrykning.
Arbeta i sektioner
Dela mentalt upp större ytor i mindre fält. Avsluta varje fält mot en naturlig kant eller skarv.
Gå aldrig tillbaka och “rädda” en yta som börjat sätta sig. Det är det vanligaste misstaget.
Viktigt:
Ett jämnt fördelat lacklager leder inte till rinningar.
Arbeta ut färgen väl för jämn fördelning, men håll tempot uppe.
Stående ytor målas tunnare än liggande.
Överarbeta inte (i tid). När färgen börjar sätta sig är du för sent ute.
Moddlare och efterslätning – när du vill nära “sprutad” finish
En moddlare (planstrykare/efterslätningspensel/fördrivningspensel) används inte för att lägga på färg, utan för att fördela den film som redan finns.
Metoden är enkel:
rolla först (eller pensla med en kapacitetsstark pensel)
eftersläta direkt med moddlaren med lätt hand och håll penseln i lutande vinkel
Nyckeln är timing. Om färgen hunnit bli för seg kommer moddlaren inte “fördriva” ränderna som tänkt. Därför är öppentid och tempo avgörande.
Moddlare 150 mm för efterslätning.
1K och 2K – vad är skillnaden när man penslar?
Det är inte nödvändigtvis någon skillnad vid applicering. Om färgen är av en god kvalitet, späds på rätt sätt och/eller målas i förståelse för miljöns påverkan så kan båda vara enkla att stryka. Däremot är det alltid så att 2K har en överlägsen kvalitet när det kommer till finish och hållbarhet.
Vanliga misstag som ger penselränder, apelsinhud och rinningar
Du målar för tunt (för lite material → dålig utjämning)
Du målar för långsamt (färgen sätter sig → du hinner inte sträcka)
Du går tillbaka och “rättar” i yta som blivit klibbig
Du målar i sol eller vind utan att anpassa metod/viskositet
Du använder fel penseltyp för ytan (för grov/för fin)
Penseldrag som syns i torkad färg betyder att fägen satt sig för fort, den han inte flyta ut.
Apelsinhud beror på för tunna lager eller för hög temperatur.
Rinningar beror nästan alltid på ojämn skikttjocklek – inte på att färgen “är för rinnig”.
OBS: 1K färg flyter inte ut väl, så som snickerifärg och 1K båtfärg, så räkna inte med en perfekt finish. 2K färg som Double Coat: sträckfärg eller sträcklack har förmågan att producera en perfekt slät finish, precis som en bra sprutlackerad yta även när den rollas eller penslas.
Rengöring av penslar – så gör du rätt
En bra pensel är ett precisionsverktyg. Behandlar du den rätt håller den länge – även när du arbetar med 2-komponentfärger och lösningsmedel.
I filmen nedan visar vi steg för steg hur du rengör penslar efter arbete med 2K polyuretan. Du får se:
Hur du rengör med rätt förtunning
Hur du arbetar ur färgen ur borsten utan att skada den
Hur du återanvänder förtunningen på ett smart sätt
Hur du förvarar penseln mellan strykningar
Många slänger penslar i onödan. Med rätt metod kan även kvalitetspenslar användas flera gånger utan att tappa form eller funktion.
Se hela genomgången här:
Sammanfattning – penselmålning som metod, inte kompromiss
Penselmålning blir riktigt bra när du kombinerar tre saker:
rätt pensel för ytan
rätt viskositet och öppentid
god målningsteknik
När verktyg, metod och miljö samverkar kan penselmålning ge en djup, slät och hållbar finish med imponerande kontroll. Du har i denna artikel lärt dig om borstens kapacitet, ytans form och färgens beteende. Här är en sammanfattning av de olika penslarna som nämns:
En flat lackpensel ger hastighet och jämn film på plana ytor. En ovalpensel kombinerar kapacitet och följsamhet för snickerier. En rundpensel hanterar hålkäl, profiler och svår geometri. En precisionspensel skapar skarpa avslut. En moddlare fördriver färgen och lyfter finishen ytterligare.
När du dessutom anpassar viskositet, temperatur och arbetstempo efter miljöns förutsättningar blir penselapplicering lika kontrollerad och slät som sprutmålning.
Vill du se hela sortimentet av penslar och rollers för lackering och snickerimålning? Besök kategorin Rollers & Penslar inom Målarverktyg där du hittar alla verktyg som beskrivs i artikeln.
Verktyg och tillbehör för att måla en båt – komplett guide
Att måla en båt med professionellt resultat handlar inte bara om rätt färg, utan om rätt verktyg i varje steg av processen. Slipning, rengöring, applicering och efterbehandling ställer olika krav på precision, materialval och arbetsmetod – särskilt när man arbetar med epoxi, polyuretanlack och marina system.
I den här guiden går vi igenom alla verktyg och målningstillbehör som behövs för att måla en båt korrekt, från grov förberedelse till slutlig finish. Fokus ligger på varför ett visst verktyg används, när det ska användas och hur det påverkar slutresultatet. Guiden är tekniskt fördjupande men strukturerad för att vara lätt att läsa, oavsett om du är yrkesmålare eller ambitiös båtägare.
Valet av roller och appliceringsverktyg har större betydelse för slutresultatet än många tror. Olika färgtyper – epoxi, polyuretanlack, halkskyddsfärg och lamineringsepoxi – ställer helt olika krav på hur färgen ska bäras, fördelas och slätas ut. En felaktig roller kan ge för tunt färglager, ojämn struktur eller onödigt damm i lacken.
Grundprincipen är enkel: ju högre krav på finish, desto större krav på rollerns kvalitet och rätt användning.
Skumgummirollers – när tunnare lager och åtkomlighet är viktigast
Skumroller används främst vid:
målning av halkskydd (Double Coat + Anti Slip)
svåråtkomliga ytor, hålkäl och detaljer
situationer där ett tunnare färglager är önskvärt
Skumrollern ger god kontroll och kommer åt där filtroller har svårare att arbeta. Nackdelen är att skum inte tål lösningsmedlen i polyuretanlack särskilt bra, vilket innebär att rollern kan tappa form relativt snabbt. Skumrollers är därför att betrakta som förbrukningsartiklar och byts ut så snart de börjar deformeras.
Fördelar och nackdelar med skumgummirollers
Fördelar
enkla att arbeta med och ger ofta bra finish på rätt ytor
lågt inköpspris
kan ge en dammfri finish
kommer åt bra i hålkäl, hörn och strukturer
Nackdelar
suger åt sig mycket färg (upp till ca 70 g), vilket ger stort färgsvinn
tappar snabbt form och behöver bytas ut under målningens gång
tål lösningsmedel dåligt
kan släppa mikropartiklar som ger dammig yta
ojämn och ibland oförutsägbar kvalitet mellan olika rollers
IJmopox ZF Primer och HB Coating (epoxiprimer, se ”Midi”)
Variopox Rolcoating (epoxifärg)
Variopox Universal (epoxiharts)
En filtroller bär mer färg än en skumroller, vilket gör det möjligt att lägga ut ett jämnt och något fetare färglager. När färgen rollas ut korrekt ger detta en mycket slät finish med bra utflytning och djup.
En viktig fördel är att filt tål lösningsmedel. Det innebär färre byten under målningens gång och ett mer konsekvent resultat över större ytor. En korrekt förberedd filtroller håller ofta 30–90 minuter utan att släppa partiklar.
Om en filtroller börjar släppa ludd beror det nästan alltid på:
att rollern inte rengjorts korrekt före målning
att man målar med för lite färg (för torr roller sliter luggen)
att just denna roller är ett måndagsexemplar (ovanligt)
Rollerbredd och diameter – välj efter yta och system
Olika rollerbredder används beroende på yta och färgsystem:
Miniroller (5 cm) – dekorlinjer och mycket smala ytor, med specialhandtag
Miniroller (10 cm) – allround för både små och stora ytor
Midi 10 cm – för epoxiprimer
Midi 15 cm – stora ytor under vattenlinjen, effektiv täckning
Större roller ökar arbetstakten men ställer samtidigt högre krav på teknik och samspel mellan roller och eventuell efterslätning.
Tips: Alla våra rollers är matchade till detta rollerhandtag.
Efterslätning
Vid höga finishkrav kombineras ofta filtroller med skumroller eller pensel, så kallad efterslätning. Metoden innebär att färgen först appliceras med filtroller, varefter ytan slätas med lätt hand med skumroller eller en riktigt bred pensel, se Moddlare 150 mm.
Detta används främst:
på stora, synliga ytor
vid målning av Double Coat
när flera personer arbetar samtidigt (en rollar, en moddar)
Rätt utförd kan denna metod ge ett resultat som närmar sig sprutad finish, utan sprututrustning.
Se vår film där vi beskriver målningstekniken med filtroller + skumroller:
Specialrollers
När du arbetar med epoxisystem som Variopox Impregnering, Variopox Universal vid laminering med glasfiberväv så vill du använda en roller anpassad för just detta. Epoxifärger har hög viskositet och kräver en roller som både kan bära färg, släta ut utan missar och tåla kemin i systemen under längre tid.
Titex nylonroller är en nylonbaserad roller med mediumlång lugglängd, särskilt framtagen för epoxiapplikationer. Den kombinerar god färgbärande förmåga med slitstyrka och en jämn applicering, vilket gör den till ett förstaval när du vill undvika vanliga problem som ränder, ojämn färgfördelning eller luftfickor.
Tråg – varför Anza Färghink 7 L är överlägsen platta målartråg
Vid båtmålning är ett traditionellt platt målartråg en av de vanligaste orsakerna till spill, ojämn applicering och kontaminerad färg. Platta tråg är konstruerade för att stå på golv – inte för att bäras, användas på stegar eller runt en båt i rörelse.
Anza Färghink 7 liter är utvecklad för just detta arbetssätt och löser flera grundläggande problem samtidigt.
Bästa tråget för båtmålning, här med ett hölster för penseln. Artikelnummer 2827007
Fördelar med Anza Färghink 7 liter
kan bäras säkert i fingertopparna – perfekt på stege, landgång eller under båt
höga kanter minskar lösningsmedelsförlust och håller färgen stabil
slät botten och räfflade sidor ger jämn mättning av både filt- och skumrollers
fungerar utmärkt med korthåriga rollers utan att “printa” luggen
kan placeras direkt på digitalvåg för exakt uppvägning av 2-komponentsfärg
spill från roller fångas upp i hinken vid målning under båten
enkel att återanvända: mattslipa insidan lätt med Mirlon Total och låt färgen torka kvar
Varför platta tråg är olämpliga vid båtmålning
kan inte hållas i handen utan stor risk för spill
måste stå på marken → färgen kontamineras lätt av damm
lösningsmedel dunstar snabbt eftersom tråget saknar höga kanter
grov avrullningsyta ger ojämn färgfördelning i korthåriga rollers
sliter hårt på skumrollers
får inte plats på digitalvåg → kräver extra offerkärl
Penslar
Penslar används inte bara där rollern inte kommer åt – rätt pensel och rätt teknik kan ge lika bra finish som en roller, särskilt på svåråtkomliga ytor, kanter och övergångar.
Penseltyper och användningsområden
Anza Super – proffspenslar för lackering
utvecklade för Double Coat och andra 2-komponentslacker
mycket god färgupptagning och kontrollerad avstrykning
släpper inte borst → idealiska när kraven på finish är höga
Flat lackpensel – för stora plana ytor (när du bara vill pensla)
Rengöring och livslängd på penslar
Penslar ska alltid rengöras i rätt förtunning för det färgsystem som används. Tvätta i särskilda rengöringskoppar och sila förtunningen efteråt för återanvändning.
Korrekt rengöring:
förlänger penselns livslängd
ger jämnare resultat nästa användning
minskar färgsvinn och kemikalieförbrukning
👉 Se gärna vår instruktionsfilm om korrekt penselrengöring för bästa resultat.
Blandning, vägning och omrörning av färg
Korrekt blandning av färg är avgörande för både vidhäftning, härdning och slutfinish. Felaktig vägning eller otillräcklig omrörning är en vanlig orsak till klibbiga ytor, ojämn glans eller reducerad kemikaliebeständighet – särskilt vid arbete med epoxi och 2-komponentsfärger.
Digital våg – ett absolut måste
Alla 2-komponentsprodukter ska vägas i gram, aldrig mätas på volym. En digital våg gör att du kan:
blanda exakt rätt mängd färg
arbeta med små satser utan spill
följa tillverkarens blandningsförhållanden exakt
Placera alltid färghinken direkt på vågen och nollställ innan vägning.
Detta innebär att baskomponenten måste omröras separat innan härdare tillsätts.
Använd en epoximixer monterad i borrmaskin och vispa basen kraftigt i flera minuter tills färgen är helt homogen. Först därefter vägs bas och härdare upp i rätt proportion.
👉 Se vår epoxi mixer för färgblandning här:Epoxi mixer – färgblandare/visp för effektiv omrörning av epoxiprodukter och andra 2-komponentsfärger.
⚠️ Viktigt:
vispa aldrig Double Coat med mixer – rör manuellt med trästicka för att undvika luftinblandning i lacken
Spädning – när och hur
Spädning görs efter att bas och härdare är korrekt blandade. Tillsätt förtunning i små mängder och rör om manuellt tills färgen får rätt appliceringskänsla.
Spädning görs utifrån dessa regler:
Rolla Double Coat, späd med Double Coat Förtunning 3–10 % beroende på temperatur och väder. Ju närmare 15–16 ℃ (inomhus) du målar desto mindre extra förtunning behövs.
Rolla eller spruta epoxiprimers genom att späda IJmopox: ZF Primer eller HB Coating med IJmopox Förtunning. Färgen ska kännas lätt att måla, inte seg/trög (pga kyla, hög värme, blåst etc.).
Rörpinnar
Rörpinnar (trästickor) används för tre grundläggande moment vid färgblandning:
Röra om basen före uppvägning
Röra om bas och härdare efter uppvägning för att säkerställa homogen blandning
Skrapa kärlets botten och sidor så att inget oblandat material lämnas kvar
Använd alltid rena rörpinnar. Smuts, gamla färgrester eller härdad färg kan påverka både härdning och slutresultat.
Rätt spackelverktyg är avgörande för hur jämn ytan blir när du ska spackla skador. Olika material och former kräver olika typer av spacklar för att minimera efterarbete och undvika luftfickor eller ojämnheter.
Japanspackel – precision och tunna lager
Japanspacklar används när du vill applicera mycket tunna och kontrollerade lager epoxispackel. Japanspackel är förstahandsvalet för småjobb.
Idealisk för finspackling och ytjustering
Perfekt för små reparationer, porer och kantövergångar
Flexibelt stål ger god känsla och låg risk för märken
Används ofta tillsammans med epoxispackel eller lättspackel
Gummispackel – följsamt på profiler och radier
Gummispacklar används när underlaget är välvt, profilerat eller ojämnt.
Följer ytans form utan att skära ned materialet
Utmärkt för laminat, däcksmönster och strukturerade ytor
Bra för att pressa ned spackel i porer och ojämnheter
Slipning är det moment som har störst påverkan på slutresultatet. Rätt verktyg och rätt slipmaterial avgör planhet, repbild, vidhäftning och hur lätt nästa steg i systemet blir.
I praktiken används de ofta tillsammans i samma arbetsmoment.
Maskering och linjer
Maskering är avgörande för ett professionellt slutresultat. Rätt tejp och rätt metod är skillnaden mellan knivskarpa linjeroch färg som kryper, släpper eller river med sig underlaget vid avmaskering.
3M 244 Scotch Fine Line är den finlinjetejp vi konsekvent rekommenderar för målning med Double Coat och andra högkvalitativa lacksystem.
Ger knivskarpa linjer, även efter flera lager färg
Vaxad yta som motverkar att färg fastnar på tejpen
Tål fukt och solljus utomhus i över en vecka
Enkel att ta bort även efter lång tid (upp till ca 150 dagar)
Styv, okräppad tejp som ger raka och stabila linjer
Originaltejp tillverkad i Japan – inte en kopia
3M 244 är särskilt framtagen för dekorlinjer (snobblinje) och precisionsmaskering där finishkraven är höga.
Praktiska maskeringstips (viktigt)
Slipa alltid ut mot tejpen för att undvika att färgen följer med vid avmaskering
Skadas tejpen vid slipning – byt den direkt eller maskera om inför målning
Dra ut långa tejplängder (minst 1 meter) i taget för rakare linjer
Rengör alltid ytan före maskering med Double Coat Avfettning eller 3M Citrus Cleaner
Breddval 3M 244
24 mm → maximal styvhet för helt raka linjer
18 mm → något mer följsam men fortfarande stabil
Maskering med 3M 244 – vanliga frågor och rätt metod
En vanlig fråga är om man måste byta maskeringstejp mellan varje lager färg. Med 3M 244 behövs det inte. Tejpen är så tunn och stabil att du kan måla flera lager utan att få grova färgkanter. Det är en stor skillnad mot enklare, kräppade tejper som bygger en tydlig kant.
En annan viktig aspekt är hur länge tejpen kan sitta kvar. Enligt 3M kan 244 tas bort utan problem inom 150 dagar. I praktiken påverkar dock UV-ljus och väder, så vid utomhusmålning är det klokt att ta bort tejpen inom några veckor.
Vissa funderar på om man ska använda en billig tejp vid slipning och sedan byta till 244 inför målning. Det finns ingen fördel med detta. Billigare tejper är ofta tjockare och har starkare häftämne, vilket kan göra slipning mot kanten svårare och öka risken att tejpen sitter för hårt.
Det som gör 3M 244 unik är att den är stum och ultratunn. Den saknar stretch och ger därför en extremt rak och skarp linje – en förutsättning för professionell finlinjemålning.
Vid maskering på nymålad yta bör man vänta minst 48 timmar innan tejpen appliceras. Om endast ett lager målas kan tejpen dras medan färgen är våt. Vid flera lager låter man tejpen sitta kvar och tar bort den dagen efter sista målningen.
När ska andra tejper användas?
3M 218 (6,35 mm) – svängbar finlinjetejp Används vid radier, former och däcksmönster där 244 är för styv.
3M 2060 – för ojämna eller känsliga underlag (snabb maskering)
3M 2090 (blå, bred) – spillskydd och breddning av befintlig finlinjemaskering OBS: inte en finlinjetejp.
Även flera lager färg på 244 går normalt att ta bort utan problem
Har tejpen suttit mycket länge: skär försiktigt med rakblad innan avmaskering
⚠️ Undvik plasttejp eller kräppad tejp för lackering – de tenderar att äta sig fast och ge fula färgkanter.
Rengöring före målning
Rengöring är avgörande för vidhäftning och finish. Oavsett hur väl du slipat kommer färg, lack eller epoxi att misslyckas om underlaget innehåller fett, slipdamm eller föroreningar.
rester från rengöringsmedel, vax eller handavtryck
Vår polyestertvätt Double Coat Avfettning har mycket god statisk egenskap, smutsen fastnar i trasan istället för att svepas runt (typiskt för aceton, aceton ska aldrig användas för rengöring av yta då det är för aggressivt på polyester/gelcoat och klibbar ytan).
Princip
applicera avfettning på en mikrofiberduk
arbeta systematiskt över ytan
låt lösningsmedlet lösa föroreningarna – gnugga inte torrt
Klibbduken används precis innan målning, efter att ytan avfettats och torkat.
tar bort sista slipdammet
avlägsnar partiklar som fallit ned från luften
speciellt framtagen för 2-komponents polyuretan (Double Coat)
Viktigt
använd alltid en ny klibbduk
dra lätt över ytan, tryck inte
använd aldrig klibbduk före avfettning
Rengöringsprincip (kort sammanfattning)
Slipa
Avfetta med Double Coat Avfettning + 3M 2012
Låt ytan torka helt
Klibbduk (3M 07910)
Måla direkt
Rengöring är det sista steget du kan göra fel på innan målning – och det enklaste att göra rätt.
Skyddsutrustning
Vid slipning, målning och hantering av kemikalier ska skyddsutrustning väljas utifrån arbetsmoment, inte slentrian. Rätt skydd ger bättre arbetsmiljö, jämnare resultat och minskar risken för långsiktiga skador.
Att måla en båt med professionellt resultat handlar inte om enskilda produkter, utan om ett sammanhängande system: rätt verktyg i rätt steg, korrekt metodik och noggrann förberedelse.
I den här guiden har vi gått igenom:
appliceringsverktyg som rollers, penslar och färghink
blandning, vägning och omrörning av 2-komponentsprodukter
spackel och spackelverktyg för marina reparationer
slipverktyg och slipmaterial för planhet, vidhäftning och finish
maskering för knivskarpa linjer
rengöring före målning
skyddsutrustning för både hälsa och slutresultat
När varje steg utförs korrekt blir målningen inte bara snygg – den blir hållbar över tid.
Fördjupa dig vidare
För praktisk tillämpning och nästa steg i processen rekommenderar vi dessa guider:
Film: Verktyg och tillbehör för professionell båtmålning
I denna djupgående genomgång visar vi alla verktyg och tillbehör som artikeln behandlar – från slipning, rengöring och maskering till applicering, spackling och skyddsutrustning. Filmen går igenom hur och varför varje produkt används i praktiken, samt hur de samverkar i ett komplett målningssystem för båt.
Filmen är lång och detaljerad och fungerar både som fördjupning och som referens att återvända till under arbetets gång:
Hantera samtycke
Vi använder cookies för statistik och marknadsföring. Du väljer själv om du vill samtycka. Du kan ändra ditt val när som helst.
Nödvändiga
Always active
Dessa cookies behövs för att webbplatsen ska fungera korrekt och kan inte stängas av.
Preferences
The technical storage or access is necessary for the legitimate purpose of storing preferences that are not requested by the subscriber or user.
Statistik
The technical storage or access that is used exclusively for statistical purposes.Dessa cookies hjälper oss att förstå hur webbplatsen används (t.ex. via Google Analytics) så att vi kan förbättra den. Uppgifterna används i aggregerad form.
Marknadsföring
Dessa cookies används för marknadsföring, t.ex. för att visa relevanta annonser och mäta annonsresultat (t.ex. via Google Ads).

 Vill du ha köphjälp? — Vi räknar ut materialåtgång och ringer upp dig inför ditt köp.
Vill du ha köphjälp? — Vi räknar ut materialåtgång och ringer upp dig inför ditt köp.