
 Vill du ha köphjälp? — Vi räknar ut materialåtgång och ringer upp dig inför ditt köp.
Vill du ha köphjälp? — Vi räknar ut materialåtgång och ringer upp dig inför ditt köp.




Vill du ha köphjälp? — Vi räknar ut materialåtgång och ringer upp dig inför ditt köp.




Att behandla en träbåt under vattenlinjen kräver rätt system för att skydda träet mot fukt, röta och nedbrytning. Många frågar sig om epoxi verkligen fungerar på träbåt, vilken epoxi som är bäst och om det går att laminera skrovet för ökad styrka och livslängd.
I den här guiden går vi igenom hur du använder epoxi på träbåt under vattenlinjen – från förarbete och impregnering till laminering och färdigt skyddssystem. Du får en tydlig arbetsgång, praktiska råd och förklaringar till varför varje steg är avgörande för ett hållbart resultat.

Ja, epoxi fungerar mycket bra på träbåt under vattenlinjen – förutsatt att underlaget är korrekt förberett och att rätt system används.
Trä är ett poröst och levande material som tar upp och avger fukt. Under vattenlinjen innebär detta en konstant belastning som på sikt leder till svällning, sprickbildning och biologisk nedbrytning om träet inte skyddas. Ett epoxisystem fungerar som en fuktbarriär som minskar vatteninträngning och stabiliserar materialet.
Epoxi har flera egenskaper som gör det särskilt lämpligt:
För att epoxi ska fungera långsiktigt krävs dock:
Viktigt: Vissa träslag kan påverka epoxins vidhäftning negativt. Ek innehåller garvsyra (taniner) som kan orsaka delaminering. Äldre ek är däremot ofta urlakad och kan i många fall behandlas utan problem. Furu och andra kådrika träslag kan också skapa vidhäftningsproblem. Avlägsna all synlig kåda genom att skära eller fräsa ur den så att epoxin får kontakt med rent trä. Rengör därefter noggrant med Double Coat Avfettning för bästa resultat. Även feta träslag som teak och iroko kräver extra omsorg genom noggrann avfettning.
Om dessa krav uppfylls kan epoxi ge ett mycket hållbart skyddssystem under vattenlinjen och avsevärt förlänga livslängden på träskrovet.
Under vattenlinjen utsätts en träbåt för konstant fukt, temperaturvariationer och biologisk påverkan. Utan ett effektivt skydd bryts träet successivt ned, vilket kan leda till röta, svällning och strukturella skador.
Ett epoxisystem används för att skapa en tät och stabil barriär som skyddar träet mot dessa påfrestningar.
Trä innehåller naturliga ämnen som kan påverka vidhäftningen över tid. Därför är det avgörande att kombinera epoxin med noggrann rengöring och slipning i varje steg för att uppnå ett hållbart resultat.
Epoxi används inte som en enskild produkt, utan som en del av ett uppbyggt system:
Det är just denna systemuppbyggnad som gör epoxi till en av de mest effektiva lösningarna för träbåtar under vattenlinjen.
För träbåtar under vattenlinjen ska epoxin kunna:
Alla epoxisystem klarar inte detta lika bra. Det är därför viktigt att använda produkter som är anpassade för marina miljöer och trä.
Ett komplett system består normalt av flera typer av epoxi med olika funktion:
Impregneringsepoxi – lösningsmedelsfri, lågviskös epoxi som tränger djupt in i träet och mättar fibrerna samt förseglar porerna
Epoxiharts (lamineringsepoxi) – lösningsmedelsfri epoxi som används för laminering, impregnerar glasfiberväv och bygger skikttjocklek. Här kan du arbeta med eller utan glasfiberväv beroende på konstruktion och önskad styrka
Förtjockare – tixotrop epoxi som kan tillsättas i flytande epoxi för att minska rinnighet på vertikala eller inverterade ytor. Den används även för att fylla sprickor och bygga upp hålkälsfogar
Spackel – lösningsmedelsfria epoxispackel används för ytutjämning. De suger inte fukt och är beständiga över tid
Tätskikt – epoxiprimer som bygger en fuktspärr och skapar vidhäftning för eventuell antifouling
Denna kombination gör att du både mättar träet och bygger ett hållbart ytskikt.
En vanlig missuppfattning är att en “bra epoxi” räcker. I praktiken handlar det om att bygga ett system där varje lager har en funktion:
Det är denna uppbyggnad som avgör hållbarheten – inte en enskild produkt.
Ja, det är fullt möjligt – och i många fall en mycket effektiv metod för att skydda en träbåt under vattenlinjen.
Glasfiberförstärkningen ökar styvheten i konstruktionen, minskar risken för sprickbildning vid trärörelser och förbättrar motståndskraften mot mekaniskt slitage och slag.
Glasfiberväven bidrar dock inte till täthet i sig, utan måste vara helt mättad med epoxi för att bilda ett homogent och tätt laminat.
För att laminering ska fungera på trä krävs rätt uppbyggnad:
– Träet måste vara torrt och rent
– En impregneringsepoxi används först för att mätta fibrerna
– Sprickor och hålkälar fylls med tixotrop epoxi
– Ytan slipas och avfettas före laminering
– Därefter appliceras epoxiharts (lamineringsepoxi) tillsammans med glasfiberväv
– Systemet avslutas med tätskikt och eventuell bottenfärg
Om något av dessa steg hoppas över finns risk för:
– dålig vidhäftning
– instängd fukt
– blåsbildning eller delaminering
Laminering är inte alltid rätt val. En välbyggd och stabil konstruktion, där fogar är korrekt utförda med tixotropt epoxilim, behöver inte nödvändigtvis förstärkas med glasfiberväv.
Samtidigt kan konstruktioner som utsätts för rörelser, belastning eller variationer i fuktinnehåll ha större behov av glasfiberförstärkning för att minska risken för sprickbildning.
Valet av glasfiber beror på konstruktion, belastning och hur mycket träet rör sig:
Ny, genomtänkt konstruktion
Glasfiber är inte alltid nödvändigt för mindre objekt.
Vid högre mekaniskt slitage – till exempel om båten dras upp på strand – är glasfiber dock en god idé.
I dessa fall räcker det oftast med 1 lager 160 g/m² glasfiberväv.
Äldre konstruktion i gott skick (liten materialrörelse)
Här rekommenderas 1 lager 280 g/m² glasfiberväv för att ge extra styrka och stabilitet.
Konstruktion med risk för rörelser
Vid tydlig risk för sprickbildning eller rörelse:
– 2 lager 280 g/m², eller
– 1 lager 280 g/m² + 1 lager 160 g/m² (ger en jämnare och finare yta)
Komplexa ytor (hörn, kanter, detaljer)
Använd 2 lager 160 g/m² glasfiberväv. Tunnare väv är mer följsam och enklare att arbeta in i detaljer.
Generellt gäller: ju tunnare väv, desto bättre följsamhet – men lägre uppbyggd styrka per lager.
För att räkna ut rätt materialåtgång, se vår guide om epoxi och glasfiber.
Ett korrekt förarbete är avgörande för att epoxi ska fungera på trä under vattenlinjen. Brister i underlaget leder ofta till problem som dålig vidhäftning, instängd fukt eller blåsbildning.
Träet måste vara tillräckligt torrt innan epoxi appliceras.
– Rekommenderad fukthalt: max 12–14 %
– Mät med fuktmätare – gissa inte
– Undvik att arbeta i hög luftfuktighet eller låga temperaturer
Fukt i träet är en av de vanligaste orsakerna till att epoxisystem misslyckas.
Ytan måste vara fri från:
– smuts
– fett och oljor
– gamla färgrester
– salter (särskilt på äldre båtar)
Tvätta vid behov och låt ytan torka helt innan nästa steg.
Gamla 1K-färglager kan avlägsnas med exempelvis Paint Out Gel och skrapas bort med färgskrapa.
Träet bör rengöras med en dedikerad thinnertvätt, till exempel Double Coat Avfettning, applicerad med en luddfri mikrofiberduk (t.ex. 3M 2012). Denna tvätt hänger sedan med genom hela processen och ska användas så fort en yta slipats och nya lager i färgsystemet ska appliceras.
Avfettning kan med fördel göras både före och efter slipning, men är särskilt viktig efter slipning – det vill säga precis före applicering av impregneringsepoxi. Viktigt: Ersätt aldrig denna avfettning med varken sprit, aceton, lacknafta, förtunning eller andra lösningsmedel.
Slipning öppnar träets porer och förbättrar inträngningen av epoxi.
– Slipa till rent, fast trä
– Avlägsna grånat eller nedbrutet ytskikt
– Rekommenderad slipning: P60–P80
Dammsug noggrant efter slipning. Avfetta sen och gå över en sista gång med en klibbduk.
Precis före epoxiapplicering:
– torka av ytan med lämplig avfettning (typ Double Coat Avfettning)
– använd rena trasor
– undvik att röra ytan efteråt
– Epoxi appliceras på fuktigt trä
– Otillräcklig slipning
– Damm eller fett kvar på ytan
– Sprickor lämnas öppna
Dessa fel leder ofta till dålig vidhäftning eller framtida skador i laminatet.
När förarbetet är korrekt utfört kan epoxisystemet byggas upp i flera steg. Varje moment har en tydlig funktion och ska utföras i rätt ordning.
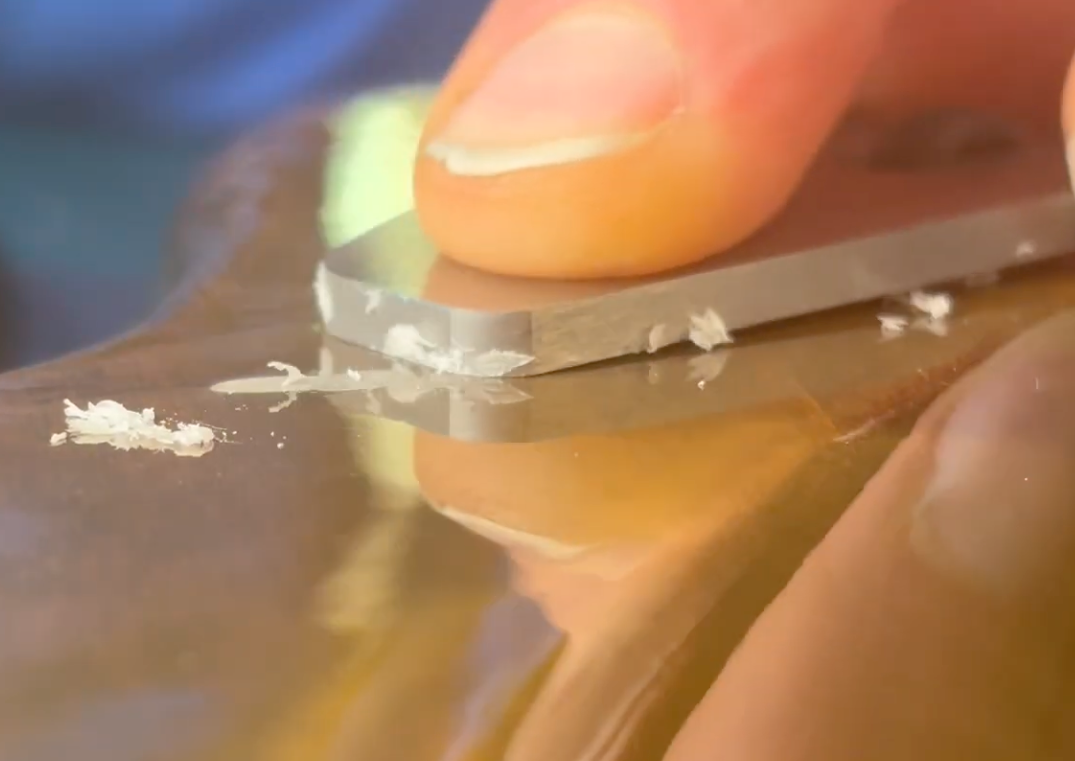
Börja med att applicera en lågviskös impregneringsepoxi: Variopox Injektion.
– Arbeta in epoxigrundfärgen i träet med en 76 mm:s styv pensel
– Säkerställ att ytan mättas jämnt, observera ytan första timmen så att du kan fyllla i torra fläckar. Grundningen är endast lyckas när du ser en jämnt våt yta.
Målet är att mätta träets fibrer och skapa en bra grund för vidare behandling.
Grunda och konservera trä med epoxi (guide)
Skador
Alla defekter måste åtgärdas, antingen vått-i-vått i samband med grundningen, eller efter att du slipat och avfettat grundningen:
– sprickor
– håligheter och hålkäl
– rötskador (måste tas bort helt)
Fyll med Variobond tixotrop epoxi och bygg upp stabila hålkälar där det behövs (exempelvis i alla lanningar).
Limma trä med epoxilim (guide)
Applicera epoxiharts tillsammans med glasfiberväv. På vertikala ytor kan du välja att förtjocka epoxin något genom att tillsätta en mindre dos Variobond Tixotrop Epoxi, detta minskar risken för rinningar.
– Lägg ut väven i våt epoxi, applicera med Titex roller eller epoxipensel
– Mätta väven helt med epoxi, stampa ned väven med pensel
– Arbeta bort luft med pensel eller lamineringsroller
– Bygg upp enligt vald konstruktion (t.ex. 1–2 lager), vått-i-vått
Det går åt cirka 250 g/m² med epoxiharts per lager med 160 g:s glasfiberväv, eller 350 g/m² för en 280 g:s glasfiberväv per lager.
Undvik torra partier och luftfickor – laminatet ska vara homogent.
Tips: Mindre skrov kan med fördel vändas upp och ned, vilket minskar risken att glasfiberväven glider när flera lager glasfiberväv appliceras. Du har då gravitationen på ”rätt sida”.
Epoxiharts kan appliceras direkt på träet utan glasfiberväv när förstärkning inte krävs.
– Applicera ett generöst lager Variopox Universal med Titex roller
– På vertikala ytor kan du förtjocka epoxin lite med Variobond för att undvika rinningar
– Applicera ytterligare ett lager (valfritt) så snart föregående lager är klibbtorrt
Åtgång epoxiharts:
– ca 250–300 g/m² per lager, beroende på underlag
Målet är att bygga upp ett tätt och jämnt skikt utan rinningar eller torra partier.
Efter härdning:
– Slipa bort ojämnheter och fiberresning, ca. P120–180
– Kontrollera ytan visuellt och mekaniskt, och rengör med Double Coat Avfettning
Spackla:
Spackla vid behov med epoxispackel, antingen Variopox Filler eller Variopox Finishing Filler, det senare är utmärkt om du endast ska spackla grunda ojämnheter.
Detta steg ger en jämn yta inför tätskikt.
Bygg upp en fuktspärr med lösningsmedelsbaserad epoxifärg, minst 0,3 liter/m²:
– Applicera epoxiprimer i rekommenderad skikttjocklek, här rekommenderas en epoxifärg med hög torrhalt så som IJmopox HB Coating
– Arbeta jämnt över hela ytan, rolla med filtroller Midi
– Följ övermålningstider noggrant, men generellt 1 lager/dag
Tätskiktet skyddar konstruktionen och skapar rätt underlag för bottenfärg.
Som sista steg:
– Applicera antifouling 8-12 timmar efter sista lagret HB Coating
– Låt härda innan sjösättning, minst 48 timmar
– Arbeta inom rätt temperaturintervall
– Respektera härdtider och övermålningsfönster
– Undvik fukt och kondens mellan stegen
Fel i uppbyggnaden av epoxisystem leder ofta till problem som visar sig först efter sjösättning. Här är de vanligaste misstagen att undvika:
Epoxi kapslar in fukt.
Om träet inte är tillräckligt torrt riskerar du blåsbildning, dålig vidhäftning och i värsta fall rötskador.
Om träet inte mättas ordentligt suger det fukt bakom epoxiskiktet.
Detta är en vanlig orsak till att systemet släpper över tid.
Torra partier eller luftfickor i laminatet skapar svaga zoner där fukt kan vandra. Laminera ej med för lite epoxiharts – bättre med för mycket än för lite.
Damm, fett eller gamla färgrester försämrar vidhäftningen kraftigt. Använd rätt avfettning.
Att hoppa över steg – till exempel impregnering eller tätskikt – leder ofta till kortare livslängd och ökad risk för skador.
Blanda 2K-produkter i gram (guide)
Om nästa lager appliceras för sent krävs slipning – annars riskerar du dålig vidhäftning mellan lagren. Grundregeln är att lösningsmedelsfri epoxi kan appliceras vått-i-vått, eller så snart ytan är klibbtorr, men väntar du till dagen efter krävs slipning och avfettning. Epoxiprimers däremot målas med ett lager per dag utan mellanslipning.
Ett korrekt applicerat epoxisystem kan hålla i 20 år eller längre under vattenlinjen.
Livslängden beror dock helt på träets skick och konstruktion, och hur systemet är uppbyggt och hur väl arbetet är utfört.
– Förarbete – torrt och rent trä är avgörande
– Impregnering – träet måste vara ordentligt mättat
– Laminering – korrekt mättad glasfiberväv utan luftfickor
– Tätskikt – tillräcklig skikttjocklek av epoxiprimer
– Yttre påverkan – slitage, grundstötningar
Livslängden förkortas kraftigt om:
– fukt kapslas in i träet
– systemet är för tunt
– vidhäftningen är bristfällig
– konstruktionen rör sig mer än laminatet klarar
I dessa fall kan problem uppstå redan efter några år.
Epoxi i sig kräver minimalt underhåll, men:
– bottenfärg (antifouling) behöver förnyas regelbundet
– skador i ytan bör lagas direkt
– tätskiktet kan behöva förstärkas över tid men håller minst 10–15 år
Epoxi är en effektiv metod för att skydda träbåtar under vattenlinjen – men resultatet beror helt på hur systemet byggs upp.
För bästa resultat krävs:
– noggrant förarbete med torrt och rent trä
– impregneringsepoxi som mättar fibrerna
– korrekt laminering med epoxiharts och glasfiberväv vid behov
– ett tätskikt som fungerar som fuktspärr
– rätt applicering och respekt för härdtider
Glasfiberförstärkning är inte alltid nödvändig, men används där konstruktionen utsätts för rörelse eller slitage.
Ett korrekt uppbyggt epoxisystem kan hålla i många år och ge ett slitstarkt skydd. Fel utfört arbete leder däremot ofta till problem som är svåra att åtgärda i efterhand.
Se även vår video om hur impregneringsepoxi används för att mätta och försegla trä före laminering.
Se video för hur du blandar epoxilim korrekt:
Skriven av:
Karl-Oscar Hedberg
Specialist på epoxi, polyester och marina ytbehandlingar
Hur mycket epoxi eller polyesterharts går det åt vid glasfiberlaminering? Det beror helt på vilken typ av glasfiber du använder. I den här guiden går vi igenom exakt materialåtgång för olika typer av glasfiberväv, glasfibermatta och kombimatta – så att du kan planera rätt mängd harts och undvika vanliga misstag.

Åtgången av epoxi, polyester eller vinylester styrs av:
👉 Generellt gäller:
Ju grövre och tjockare glasfiber → desto mer harts krävs.
Valet av harts hänger direkt ihop med vilken typ av glasfiber som används.
Vid arbete med epoxi används i regel vävd glasfiber (glasfiberväv). Dessa material består av kontinuerliga glasfibrer som är vävda i ett mönster, vilket ger hög styrka och kontrollerad hartsåtgång. Epoxi binder direkt till fibrerna utan behov av tillsatser i materialet.
Vid arbete med polyester och vinylester används istället glasfibermatta. Denna består av hackade glasfiberstrån som hålls samman av ett bindemedel (pulver- eller emulsionsbindning).
👉 Detta bindemedel löses upp av styrenet i polyester- eller vinylesterhartset, vilket gör att mattan “öppnar upp sig” och kan impregneras korrekt.
Epoxi innehåller inte styren och kan därför inte lösa upp bindemedlet i glasfibermattan, vilket gör att glasmatta inte fungerar korrekt tillsammans med epoxi.

Vid laminering med epoxi (t.ex. Variopox Impregnering eller Universal) gäller följande riktvärden för glasfiberväv (t.ex. Variopox Glasfiberväv):
👉 Kombimatta innehåller både matta och väv och drar därför betydligt mer harts.
Se hela sortimentet av epoxi för laminering och ytbehandling
Rätt epoxisystem för rätt applikation – från impregnering till slitstarka ytbeläggningar.
Vid laminering med polyester (t.ex. Poltix Polyesterharts)eller vinylester (t.ex. Poltix Resin M-EB) används glasfibermatta med hackad glasfiber:
Utforska polyester och glasfiber för plastning
Bygg upp starka laminat och rätt skikttjocklek med material anpassade för praktisk användning.
Utforska vinylester och glasfiber för plastning
Bygg upp starka vinylesterlaminat vid formtillverkning, höga härdningstemperaturer och för varmvattensmiljöer.
Om du ska laminera 10 m² med:
👉 Glasfiberväv 280 g (epoxi):
👉 Glasmatta 450 g (polyester):
Vid laminering är rätt verktyg avgörande för att få en jämn impregnering och korrekt materialåtgång.
Följande verktyg används i praktiken:
👉 Rätt verktyg gör det enklare att styra åtgången och undvika både torr laminering och överskott av harts.
För lite harts:
För mycket harts:
Fel materialval:
Att välja rätt glasfiber är avgörande för både åtgång och slutresultat.
👉 Väv = mindre harts, bättre finish
👉 Matta = mer harts, snabbare uppbyggnad
👉 Combimat = maximal styrka och tjocklek
Genom att räkna rätt från början undviker du både materialsvinn och konstruktionsproblem.
Skriven av:
Karl-Oscar Hedberg
Specialist på epoxi, polyester och marina ytbehandlingar
Att måla en segelbåtsmast kräver rätt metod för att färgen ska fästa och hålla över tid. Master i aluminium är ofta eloxerade, vilket ger en hård och skyddande yta – men också ett underlag som ställer höga krav på förbehandling och rätt färgsystem.
Många problem med flagning och dålig vidhäftning beror på fel slipning, dålig rengöring eller att man inte arbetar inom rätt tidsintervall mellan lagren. I den här guiden går vi igenom hur du målar en mast på rätt sätt – från förarbete till färdig finish – och hur du får ett resultat som håller i många år.

Ja – men det kräver rätt metod.
Eloxerad aluminium har en hård, tät yta som måste slipas och rengöras korrekt för att färg ska fästa. Om underarbetet görs rätt får du ett mycket hållbart resultat.
👉 Den största risken är att ytan börjar oxidera innan du hinner grundmåla den slipade ytan
Tvätta masten noggrant med M.4605 koncentrerat schampo innan slipning.
Slipa hela ytan med P180. Epoxiprimer fäster utmärkt på eloxerad (anodiserad) aluminium slipad med P180. Ren och naken aluminium (utan eloxering/anodisering) däremot kräver slipning med P60 för god vidhäftning.
Rengör med Double Coat Avfettning och 3M 2012 mikrofiberduk.
Måla första lagret samma dag som du slipat ytan för att undvika oxidation.
Applicera:
👉 IJmopox ZF Primer (spruta eller rolla)
Slipa grundfärgen och avfetta innan täckmålning.
👉 Finishen avgörs här:
👉 Täckfärgen kopierar underlaget
Applicera 2–3 lager Double Coat.
Val:
Populärt val:
👉 Double Coat Halvblank RAL 9018 (Papyrusvit)
Slipa mellan lagren med:
Avfetta och använd klibbduk före nästa lager.
Vid omlackering:
Endast skadade områden behöver grundas:
Där rostfria beslag suttit uppstår ofta:
För att undvika framtida korrosion:
👉 Detta minskar galvanisk ström som leder till korrosion
Slutresultatet avgörs främst av hur du slipar grundfärgen.
👉 Double Coat ger en sprutlackerad yta även vid rollning – om underlaget är rätt
Att måla en segelbåtsmast i aluminium kräver noggrant förarbete och rätt system för att uppnå god vidhäftning och lång hållbarhet. Den eloxerade ytan måste slipas och grundmålas inom rätt tidsintervall för att undvika oxidation, och grundfärgen måste byggas upp i tillräcklig tjocklek innan täckmålning. Slutresultatet påverkas i hög grad av hur noggrant grundfärgen slipas, eftersom täckfärgen återger underlagets struktur. Vid omlackering räcker det ofta att punktbehandla skadade områden, medan hela ytan kan målas direkt efter rätt förberedelse. Med korrekt metod kan du få en slitstark, estetiskt tilltalande finish som håller under lång tid i marin miljö.
Skriven av:
Karl-Oscar Hedberg
Specialist på epoxi, polyester och marina ytbehandlingar
Att klarlacka kolfiber – exempelvis en kolfibermast, kolfiberrigg eller annan detalj – kräver rätt metod för att resultatet ska hålla över tid. Många upplever att klarlacken börjar flagna redan efter något år, trots att ytan såg perfekt ut från början.
En vanlig missuppfattning är att en UV-beständig klarlack skulle vara en permanent lösning. I verkligheten skyddar klarlacken främst sin egen glans och färg, medan UV-strålningen till stor del passerar igenom och på sikt bryter ner epoxin under ytan.
I den här guiden går vi igenom hur du klarlackar kolfiber på rätt sätt, hur du förlänger livslängden från några få år till upp mot ett decennium och vilka metoder som krävs för att få en djup, högblank och hållbar finish på kolfibermaster och andra utsatta detaljer.

Ja – det är helt och hållet nödvändigt.
Kolfiber lamineras med epoxiharts, och epoxi saknar UV-skydd. Det innebär att materialet snabbt bryts ner av solljus.
👉 Redan efter några dagar i direkt UV-ljus börjar epoxin att krita, vilket gör att ytan blir suddig i finishen.
Lösningen är att lacka med en 2K klarlack, exempelvis Double Coat Klarlack.
Men det finns en viktig hake.
Klarlack är transparent och släpper igenom UV-strålning. Det innebär att epoxin fortfarande bryts ner över tid. När detta sker förlorar klarlacken sin vidhäftning mot underlaget, vilket leder till delaminering (flagning).
👉 Klarlack är alltså nödvändigt – men inte permanent.
Med rätt metod:
För att undvika flagning av klarlack så ska du slipa och lacka två nya lager lack typ vart femte år, det vill säga före du ser tendenser till flagning (förebyggande syfte). Underhållet kan leda till att klarlacken aldrig börjar att flagna.
Den enda permanenta lösningen är att måla med en täckande färg.
👉 Exempel: Double Coat Högblank Sträckfärg
De solida pigmenten blockerar UV helt och kan ge en hållbarhet på upp till 30 år.
Det finns flera vanliga missuppfattningar kring klarlack på kolfiber, och de leder ofta till felaktiga förväntningar.
Den vanligaste är att en UV-beständig klarlack skulle vara en garanti mot flagning.
Så är det inte.
UV-skyddet i en klarlack har en specifik funktion:
👉 Det stoppar däremot inte UV-strålningen från att nå epoxin under.
Eftersom klarlack är transparent passerar en stor del av UV-strålningen igenom lackskiktet. Det innebär att epoxihartset i kolfibern fortfarande bryts ner över tid, även om klarlacken i sig är UV-beständig.
När epoxin bryts ner av UV-strålning:
👉 Detta är en naturlig process – inte ett tillverkningsfel
Tillverkare av kolfibermaster och andra kolfiberprodukter kommunicerar sällan detta tydligt.
Produkter levereras ofta med klarlack från fabrik, men det framgår inte att:
👉 klarlacken är ett underhållssystem, inte en permanent lösning
När flagning uppstår drar många därför slutsatsen att:
Men i de flesta fall handlar det helt enkelt om normalt slitage över tid.
Klarlack på kolfiber ska jämföras med andra ytor som utsätts för UV:
👉 Till exempel lackat trä
Vanlig klarlack (1K) fungerar inte på kolfiber.
Problemen är:
👉 Resultatet ser bra ut direkt, men försämras snabbt.
För kolfibermaster, båtmaster i kolfiber och kolfiberriggar krävs ett system som klarar marin UV-belastning.
Förarbetet avgör hela slutresultatet.
Det vanligaste felet är att slipa för fint.
❌ P240–P800 → för låg vidhäftning
✅ P120 → rätt friktion och vidhäftning
👉 P120 skapar större anläggningsyta och bättre hållbarhet
Undvik:
👉 Fel rengöring försämrar vidhäftningen
Den här metoden används ofta vid lackering av kolfibermast och båtmast i kolfiber inom marin miljö.
Efter slipning ska ytan:
👉 Om väven känns → laminatet är för tunt mättat
Detta leder till:
👉 Rekommenderat: Variopox Topcoat XD (med UV-filter)
⚠️ Men ersätter inte klarlackens skydd
Applicera Double Coat Klarlack. Späd lacken med cirka 5 % Double Coat Förtunning när du rollar/penslar för bästa utflytning ( i alla lager). För sprutlackering späd med cirka 15 % Double Coat Sprutförtunning.
👉 Rekommendation: bryt med svart pigment
Detta:
Rekommenderade verktyg:
Applicera med en filtroller. Använd en rundpensel i detaljer. Rengör med klibbduk före lackering. För sprutning används en sprutpistol.
För korrekt skydd krävs:
👉 minst 100 mikron
Det motsvarar:
👉 Rekommenderat: lägg ett extra lager
Material:
Slipa bort all flagnande klarlack. Epoxin som omsluter kolfibern ska därefter slipas med P120 (inte finare, eventuellt ett steg grövre) för att skapa tillräcklig vidhäftning.
Om kolfiberväven är synlig eller känns i ytan (ej fullt mättad med epoxi) ska den strykas med ett lager Variopox Topcoat XD på en P80–P120 slipad yta.
Före lackning ska alla ytor vara:
Applicera därefter 3 lager Double Coat Klarlack.
I ett, två eller samtliga lager kan klarlacken brytas med svart pigment. Antalet pigmenterade lager avgörs av önskad finish, men:
👉 ju fler lager med svart pigment, desto bättre UV-skydd och längre hållbarhet
Mellan varje lager:
Precis före varje strykning används 3M 07910 klibbduk för att säkerställa en dammfri yta.
👉 De flesta problem beror på fel i förarbetet
Med rätt metod får du:
Detta gäller särskilt för:
Klarlack på kolfiber är nödvändigt eftersom epoxiharts saknar UV-skydd och snabbt bryts ner i solljus. Samtidigt är det viktigt att förstå att klarlack inte är en permanent lösning, eftersom UV-strålning till viss del passerar genom lacken och på sikt påverkar epoxin. För att uppnå lång hållbarhet krävs därför rätt metod, där grov slipning med P120, korrekt rengöring och tillräcklig skikttjocklek är avgörande. Genom att dessutom tillsätta en liten mängd pigment i klarlacken kan UV-belastningen reduceras och livslängden förlängas ytterligare. När detta görs korrekt kan en kolfibermast eller annan kolfiberdetalj behålla sin djupa och högblanka finish i många år, istället för att börja flagna redan efter kort tid.
Skriven av:
Karl-Oscar Hedberg
Specialist på epoxi, polyester och marina ytbehandlingar
Att måla en takbox eller släpvagnskåpa är ett enkelt sätt att ge den nytt liv – men många fastnar direkt i frågan: vilken färg ska man använda?
De flesta takboxar och kåpor är tillverkade i gelcoat, ett material som är svårt att måla med vanliga färger. Använder du fel system riskerar du att färgen släpper, mattas eller tappar kulör redan efter en säsong.
I den här guiden går vi igenom vilken färg som faktiskt fungerar, hur du förbereder ytan och hur du får ett hållbart resultat som klarar både väder, UV-strålning och slitage över tid.
Ja – en takbox kan absolut målas om, och i många fall blir resultatet mycket bra. En sliten, matt eller repig takbox kan få ett helt nytt utseende med rätt metod och rätt färg.
Det viktiga är dock att förstå att det inte räcker med “vilken färg som helst”. Takboxar är tillverkade i material som kräver rätt system för att färgen ska fästa och hålla över tid.
De flesta takboxar är tillverkade av glasfiberarmerad polyester som målats i formen med gelcoat.
Det innebär att:
👉 Ytskiktet du ser och ska måla på är gelcoat
Gelcoat är ett hårt och relativt tätt material som kräver rätt förbehandling och rätt färgtyp för att få god vidhäftning.
Gammal gelcoat kan inte målas om med ny gelcoat eller topcoat. Den typen av material fäster dåligt på gammal gelcoat och risken för delaminering är stor.
Den färgtyp som fungerar på gelcoat är istället:
👉 2-komponents polyuretanfärg (2K PU)
Denna typ av färg har:
Till skillnad från enklare färger blir ytan inte matt eller tråkig, även efter flera år utomhus.
Det bästa alternativet är Double Coat, som:

Det är vanligt att försöka måla en takbox med enklare färg, till exempel sprayfärg eller 1-komponentsfärg – men det fungerar sällan i längden.
👉 Gelcoat ska inte målas med 1K färg
Problemen är:
Resultatet blir ofta att ytan ser bra ut direkt efter målning – men snabbt försämras av sol, väder och användning.
Tvätta ytan noggrant med ett koncentrerat schampo (M.4605) för att avlägsna smuts, fett och trafikfilm.
Slipa hela ytan med P120.
Rengör ytan med Double Coat Avfettning och 3M 2012 mikrofiberduk.
Skador och krackeleringar fräses ur med en roterande fil (t.ex. på ett Dremel multiverktyg) och spacklas med Variopox Finishing Filler T5.
Valet av spackel är viktigt, det krävs ett epoxispackel som ”T5” för krympfri hållbarhet över lång tid. Undvik polyesterspackel då det är benägna att krympa och spricka över tid.
Om gelcoaten är väderbiten:
Epoxiprimers rollas med Anza Filtroller Midi (alternativt Mini). Denna typ av färg är tixotrop och mättande för att effektivt stänga sug och täcka igen porer i den gamla gelcoaten. Ytan som bildas har en lätt apelsinstruktur som måste slipas bort inför lackering med täckfärg. Även när du slipat bort det mesta av grundfärgen så har den ändå effektivt gjort jobbet.
Om gelcoaten är i gott skick:
Måla 2–3 lager Double Coat.
De flesta väljer att rolla färgen med Anza Filtroller Mini 10 cm, som ger en perfekt slät finish utan dammproblem. Där rollern inte kommer åt, exempelvis i hålkäl och kanter, kan du pensla med Anza Super Special Rundpensel 25 mm.
Späd varje lager med 3–5 % Double Coat Förtunning.
Mattslipa mellan varje lager med P400. För mörka kulörer gå upp till P500 inför slutstrykning.
Varje gång en yta slipats ska ytan rengöras med Double Coat Avfettning.
Precis före varje målning avtorkas även ytan med 3M 07910 Klibbduk, för en helt dammfri finish.
Tips. Vägg alltid upp 2K färg (bas och härdare) direkt i Anza Färghink, det är det bästa tråget för att måla en takbox eller släpvagnskåpa.
Färgen kan brytas i valfri kulör (t.ex. enligt RAL eller NCS) och finns i tre glanstal:
👉 Högblank är det mest passande i de flesta fall.
Resultatet avgörs inte bara av färgen, utan av hela systemet:
👉 När detta görs korrekt får du en yta som håller i många år, även vid utomhusförvaring.
I den här filmen visar vi hur du arbetar praktiskt med Double Coat – från applicering till färdig yta. Du får en tydlig genomgång av hur färgen ska läggas, hur du får rätt skikttjocklek och hur du uppnår en jämn och högblank finish.
Filmen kompletterar guiden ovan och ger dig en bättre förståelse för pensel- och rollerteknik, timing mellan lager och hur du undviker vanliga appliceringsfel.
👉 Med rätt metod kan du få en takbox som ser ut som ny – och håller över tid.
Skriven av:
Karl-Oscar Hedberg
Specialist på epoxi, polyester och marina ytbehandlingar
Att bygga eller måla en pool handlar inte bara om yta – det handlar om att skapa ett system som håller över tid. Oavsett om du planerar en ny pool eller vill renovera en befintlig är det fukt, underarbete och rätt metodval som avgör slutresultatet.
I den här guiden går vi igenom hur du bygger upp en pool från grunden eller målar om en befintlig yta på rätt sätt. Du får en tydlig genomgång av vad som påverkar hållbarheten, hur du undviker vanliga misstag och vilken metod som passar bäst beroende på konstruktion och skick.
Målet är enkelt:
👉 En tät, hållbar och långlivad pool – utan framtida problem med vidhäftning, blåsor eller delaminering.

En ny pool byggs i de flesta fall med betongblock, men oavsett konstruktion är fukt den enskilt viktigaste faktorn för ett hållbart resultat.
Det största misstaget många gör är att fokusera på vattnet i poolen – när det i själva verket är fukt från baksidan (markfukt) som orsakar flest problem över tid.
Om fukt vandrar in i konstruktionen bakifrån kan det leda till:
Därför är det avgörande att man:
👉 Installerar en platonmatta (fuktbarriär) bakom betongblocken
👉 Säkerställer god dränering runt poolen
Vid renovering eller ommålning av en pool är förutsättningarna helt annorlunda jämfört med nybyggnation. Här arbetar man med en befintlig yta, ofta gelcoat eller tidigare färgsystem.
Det absolut viktigaste innan målning är att kontrollera fukten i materialet:
Om fukthalten är för hög finns stor risk för framtida skador – oavsett vilket system som används.

Precis som vid nybyggnation är fukt den vanligaste orsaken till problem:
En äldre poolyta kan vara kemiskt nedbruten:
Även ett korrekt system kan misslyckas om appliceringen brister:
För alla system gäller:
Epoxi är särskilt känslig och kräver:
Att arbeta utomhus innebär risker:
👉 I praktiken är det ofta nödvändigt att arbeta under skydd (tält eller liknande)
Alla ytor som ska målas eller beläggas – oavsett om det gäller epoxi eller glasfiberlaminat – måste rengöras noggrant efter slipning.
Färg, gelcoat och glasfiberlaminat som slipats ska alltid avfettas före nästa steg för att säkerställa optimal vidhäftning.
👉 Använd Double Coat Avfettning tillsammans med en 3M 2012 mikrofiberduk
Detta ger:
Till skillnad från lösningsmedel som aceton, som kan lösa upp eller påverka underlaget negativt, ger denna metod en kontrollerad rengöring utan att störa ytskiktet.
Detta är den mest robusta metoden och används framför allt vid nybyggnation. Här bygger man upp ett helt tätt laminatsom blir poolens faktiska tätskikt.
Vinylesterharts (exempelvis Poltix Resin M-EB) är en av de mest motståndskraftiga plasttyperna för denna typ av konstruktion och har mycket god beständighet mot vatten, kemikalier och höga temperaturer, vilket gör den särskilt lämplig för poolmiljöer.
Det är dock viktigt att skilja på harts och gelcoat. Vinylestergelcoat är inte lämplig som ytskikt i pooler, då den snabbt kan påverkas negativt av UV-strålning och vattenexponering och därmed förlora både utseende och prestanda.
Därför avslutas systemet alltid med en kemikalieresistent polyestergelcoat av NPG-kvalitet, såsom Poltix Gelcoat, som ger en slitstark, UV-beständig och estetiskt hållbar yta över tid.
För att ge en tydlig bild av materialåtgång och arbetsmetod följer här ett praktiskt exempel baserat på en ny pool med en total yta på 90 m². Det är viktigt att betongens utsida är klädd med en fuktbarriär mot mark. Klä den utgrävda poolformen med platonmatta före betongbyggnad.
För god vidhäftning på betong används IJmodur BM fukthärdande primer.
Applicera primern jämnt över alla betong- och murverksytor med roller och pensel. Primern binder damm och skapar en icke-sugande yta som är optimal för laminering.
Låt primern bli dammtorr innan nästa steg. Detta tar normalt mellan 30 minuter och 4 timmar beroende på temperatur.
Laminera så snart ytan är dammtorr, och senast inom 24 timmar.
Arbeta i sektioner – grundmåla endast så stora ytor som du hinner laminera direkt efter.
I detta steg byggs poolens tätskikt upp med glasfibermatta och vinylesterharts.
Använd:
Arbeta vått-i-vått och laminera flera lager direkt.
För en slätare finish kan andra lagret ersättas med en lättare matta, t.ex. 300 g/m².
Viktigt om brukstid: Vinylesterharts har kort brukstid (ca 20–25 minuter vid 15 °C). För att undvika att materialet härdar för snabbt, fördela blandad harts i flera färghinkar eller blanda mindre satser. Stora volymer utvecklar egenvärme vilket kraftigt förkortar brukstiden. Arbeta aldrig med material som blivit varmt eller börjat tjockna – då har härdningen redan startat.
Vinylester avger styren vid härdning.
I djupa pooler kan gasen lägga sig på botten och hindra härdning.
Använd alltid fläkt för att ventilera bort styren under och efter applicering.
Totalt:
👉 Rekommenderat inköp: minst 10 st Poltix Resin M-EB
Glasfiber:
👉 Se hur du beräknar åtgång av lamineringsharts och glasfiber per m² i vår guide
Efter cirka 24 timmar är laminatet tillräckligt härdat för att slipas.
Slipa ytan till en jämnt matt finish. Slipningen är avgörande för att säkerställa god vidhäftning för efterföljande skikt och för att uppnå en jämn slutfinish.
Efter slipning:
👉 En noggrant slipad och rengjord yta är en förutsättning för att gelcoat och topcoat ska fästa korrekt.
Gelcoat används som första ytskikt ovanpå laminatet.
Använd Poltix Gelcoat NPG (kemikalieresistent kvalitet).
Gelcoat förblir något klibbig, vilket är normalt.
Arbeta i sektioner så att du kan applicera nästa lager inom rätt tidsintervall.
För pooler rekommenderas:
Undvik mörka kulörer då de slits ojämnt i klorerat vatten och får vita ”streck”.
Pool och klorerat vatten kräver specialpigment och gelcoat i NPG-kvalitet. Läs mer om våra olika gelcoat- och topcoat-system för pool, marina och industriella applikationer här.
Topcoat är det slutliga skyddande lagret mot vatten och kemikalier.
Använd Poltix Topcoat NPG.
Rekommenderat:
Detta är den metod vi i första hand rekommenderar vid ny pool
Detta system används vid nybyggnation när man vill skapa ett tätt ytskikt utan att arbeta med glasfiberarmering. Till skillnad från vinylester bygger epoxi inte upp ett laminat, utan följer underlaget och ställer därför högre krav på konstruktionens stabilitet.
Fuktbarriär mot mark
Klä den utgrävda poolformen med platonmatta
Grundning
Applicera ca 250 g/m² Variopox Injection Resin, med roller och pensel
Spackla alla skarvar i blocken, hörn, kanter och hålkäl med Variobond, våt-i-vått med grundfärgen
Slipa ytan (P120–P180) efter bästa förmåga
Applicera Variopox Rolcoating UV – ca 250 g/m² (finns i alla kulörer enligt RAL, NCS)
Slipa (P120–P180) om färgen har härdat till dagen efter
👉 Du behöver inte slipa om du arbetar i sektioner och lägger nästa lager samma dag, när ytan är lätt klibbig (tacky) – men utan att färg fastnar på fingrarna vid beröring.
Applicera Variopox Rolcoating UV – ca 250 g/m²
Vid större ytor och flera lager:
👉 Detta minskar behovet av slipning och förbättrar vidhäftningen mellan lagren.
När en pool med befintlig gelcoat börjar bli sliten, matt eller missfärgad kan den målas om med epoxifärg. Detta är den optimala metoden för renovering, då epoxi har mycket god vidhäftning, är slitstark över tid och samtidigt är enkel att applicera och arbeta med.
Det är dock avgörande att underlaget är i rätt skick – epoxifärgen följer ytan och kräver en stabil och korrekt förberedd gelcoat för att fungera långsiktigt.
Det är också viktigt att känna till att man inte bör måla om en befintlig gelcoat med ny gelcoat. Gelcoat fäster generellt dåligt på gammal gelcoat och risken för framtida delaminering är stor. Epoxifärg är därför det säkra och beprövade valet vid ommålning.
Innan målning måste du säkerställa att ytan är lämplig att måla på:
👉 För hög fukt är den vanligaste orsaken till framtida problem
En äldre gelcoat kan vara påverkad av:
Detta kan leda till:
👉 Även om ytan ser bra ut kan den vara kemiskt försämrad
Avfetta noggrant med Double Coat Avfettning och mikrofiberduk
Slipa ytan (ca. P80–P120) för att skapa mekanisk vidhäftning
Laga skador och ojämnheter vid behov med Variobond Tixotrop Epoxi
Två lager epoxifärg ska målas, totalt 500 g/m2, dvs 250 g/m2 per lager.
Applicera Variopox Rolcoating UV med 250 gram/m² med Anza Filtroller Midi
Slipning (vid behov)
Slipa lätt (och avfetta) om nästa lager inte appliceras inom rätt tidsintervall.
👉 För att slippa slipning mellan lagren och utnyttja kemisk vidhäftning, applicera nästa lager när färgen är lätt klibbig (tacky) – men utan att färg fastnar på fingrarna.
Detta innebär ofta att du behöver:
För att få rätt täckning och undvika onödiga extra lager:
👉 Detta gör att du kan bygga rätt skikttjocklek utan att behöva måla flera gånger. Du kan hälla ut färg och raka ut den eller rolla ut den.
Ett enkelt sätt att få rätt känsla i appliceringen:
Då ser du exakt hur tjockt skiktet ska vara vid applicering av två lager.

Om färgsystemet delaminerar beror det nästan alltid på:
Epoxifärgen skapar en ny, slitstark yta – men:
👉 Den är helt beroende av underlaget
👉 Problem i gelcoaten eller bakomliggande fukt kommer att påverka resultatet
I den här filmen visar vi hur ett epoxisystem fungerar i praktiken – från underarbete till färdig yta. Du får en tydlig bild av hur färgen appliceras, hur skikten byggs upp och vad som krävs för att uppnå ett hållbart resultat.
Filmen är ett bra komplement till guiden ovan och hjälper dig förstå timing mellan lager, appliceringsteknik och rätt arbetssätt i verkligheten.
👉 Rekommenderas särskilt om du planerar att måla poolen själv
👉 Rätt metod från början sparar både tid, pengar och problem längre fram.
Denna guide är baserad på praktisk erfarenhet och beprövade system, men varje poolkonstruktion är unik. Faktorer som underlag, fukt, temperatur, tidigare behandlingar och utförande påverkar resultatet och ligger utanför vår kontroll.
Det är alltid den som utför arbetet som ansvarar för att kontrollera att förutsättningarna är rätt och att materialen används enligt respektive tekniskt datablad.
Vi rekommenderar att du vid osäkerhet gör provytor och säkerställer vidhäftning innan full applicering.
Skriven av:
Karl-Oscar Hedberg
Specialist på epoxi, polyester och marina ytbehandlingar
Gelcoat och topcoat används vid reparation, ytfinish och underhåll av glasfiber, gelcoat och polyesterlaminat. Trots att produkterna är nära besläktade används de på olika sätt, och valet mellan gelcoat och topcoat påverkar både härdning, vidhäftning och slutresultat. I den här guiden går vi igenom skillnaden mellan gelcoat och topcoat, hur du reparerar gelcoat, hur materialen appliceras och när du ska välja den ena eller den andra.

Gelcoat är en slags färg baserad på pigmenterad polyester som används som ytskikt i glasfiberkonstruktioner, exempelvis båtar, pooler och kompositdetaljer.
Det är det yttersta lagret som ger:
Gelcoat appliceras normalt i form vid tillverkning, men används också vid reparationer.
Gelcoat är en polyesterbaserad färg…
👉 Vill du förstå hur polyester fungerar, läs vår guide om polyester i glasfiberprodukter
Topcoat är gelcoat som modifierats med paraffinlösning.
Paraffinet lägger sig på ytan under härdning och blockerar syre, vilket gör att färgen kan härda fullt i luft. Kort sagt: den torkar så som man förväntar sig att en färg ska göra när man målar på en yta.
Resultatet blir en:
Topcoat används därför som slutlager vid målning och reparation.
Detta beror på att gelcoat påverkas av syre, medan topcoat innehåller paraffin som stänger ute syret.
👉 Därför används:
För de flesta marina och tekniska applikationer används gelcoat eller topcoat med mycket hög glans- och kulörbeständighet samt högt skydd mot vatteninträngning och osmos, exempelvis Poltix Gelcoat ISO/NPG. Utöver standardsystem finns även specialgelcoat och topcoat i Ortho-, ISO- och NPG-kvalitet för olika användningsområden och miljöer.
Innan du börjar laga en skada är det viktigt att avgöra hur djup den är. En gelcoatreparation börjar alltid med att ta bort skadat material och bygga upp ytan på nytt.
Alla ytor som ska behandlas måste vara korrekt förberedda:
Undvik aceton. Aceton löser inte bara smuts utan kan även påverka polyesterytan och göra den klibbig, vilket försämrar vidhäftningen.
All skadad gelcoat måste avlägsnas innan lagning.
Det är viktigt att inte lämna kvar skadad gelcoat, vilket annars kan leda till att sprickor återkommer.
Sprickor i gelcoat beror ofta på rörelser i konstruktionen eller tidigare skador.
👉 Läs mer i vår guide: Krackelerad gelcoat på glasfiberbåt – orsaker, diagnos och reparation
Om skadan går ned i glasfiberlaminatet måste även detta åtgärdas.
När underlaget är stabilt byggs ytan upp igen:
Målet är att återställa formen så att ytan kan slipas jämn inför applicering av gelcoat.
Vid genomgående skador:
När laminatet har härdat kan insidan behandlas för att skydda ytan:
Läs mer om hur gelcoat och glasfiber samverkar i vår guide om GRP och gelcoat
När strukturen är återställd:
Målet är att få en jämn yta som i princip ligger i nivå med omgivande gelcoat.
Först när:
…kan du applicera ny gelcoat.
Vid mindre lagningar är gelcoat tillsammans med plastfilm den mest effektiva metoden.
Så gör du:
Varför det fungerar:
Gelcoat härdar inte i kontakt med luft. När ytan täcks med plastfilm stängs syret ute, vilket gör att gelcoaten härdar korrekt.
Samtidigt pressas ytan slät, vilket minimerar behovet av slipning och efterarbete.
Vid mindre lagningar är det viktigt att använda gelcoat i rätt kulör för att få en osynlig reparation.
👉 Se: Poltix Gelcoat i valfri kulör
PET-plastfilm är särskilt lämplig för gelcoat:
Undvik tunn plastfilm, eftersom den lätt formar sig efter ojämnheter och kan ge en vågig yta. Om tunn plast används kan den behöva stöttas med exempelvis masonit eller pappskiva för att hålla formen.

Repor, urflisningar och mindre skador fylls med gelcoat.
För grundare skador räcker det ofta att applicera gelcoat direkt i skadan och bygga upp ytan i ett eller flera lager.
Vid djupare repor eller när material saknas kan gelcoat behöva göras tjockare för att kunna fylla ordentligt.
Gelcoat kan förtjockas på två sätt:
Aerosil kan ge en spackelliknande konsistens, men kan lätt bilda klumpar i materialet. Gelcoat Filler ger en jämnare och mer kontrollerad konsistens, vilket gör appliceringen enklare.
Viktigt att tänka på
Förtjockad gelcoat kan innehålla luftblåsor, vilket kan skapa små porer i ytan. Om lagningen inte blir helt jämn kan den avslutas med ett tunt lager gelcoat eller topcoat för bästa finish.
Repor, urflisningar och mindre skador fylls med gelcoat.
👉 Se: Poltix Gelcoat i valfri kulör
Vid större reparationer används vanligtvis ett system:
Detta ger:
Större ytor kan inte täckas med plastfilm och kräver därför efterbearbetning med sickel, våtslipning och polering.
Topcoat kan skapas genom att tillsätta paraffinlösning i gelcoat.
Detta gör att du kan:
Begreppet gelcoatspackel används ofta, men det syftar i praktiken på förtjockad gelcoat.
För bästa kulörmatchning är det oftast bättre att arbeta med gelcoat i rätt kulör och justera konsistensen (göra eget spackel) vid behov med Poltix Gelcoat Filler.
Gelcoatspackel på tub finns ofta att köpa i båttillbehörsbutiker, men vanligtvis i ett begränsat antal kulörer.
Var också medveten om att polyesterbaserade produkter har begränsad hållbarhet, normalt cirka 6–12 månader. Äldre produkter kan få sämre reaktivitet och riskerar att inte härda korrekt.
Kontrollera därför tillverkningsdatum när du köper färdiga småsatser med gelcoat eller gelcoatspackel, eftersom de ibland kan ha stått länge på butikshyllan.
En korrekt applicering är avgörande för att få en jämn yta, bra vidhäftning och rätt härdning.
Innan applicering ska ytan alltid vara:
En korrekt förberedd yta är avgörande för att gelcoat och topcoat ska fästa ordentligt.
Gelcoat och topcoat är föraccelererade produkter baserade på omättad polyester.
För att starta härdningen tillsätts en härdare i form av MEK-peroxid (MEKP).
Härdaren startar en kemisk reaktion som gör att materialet härdar och blir hårt.
Vid behov kan härdningen förbättras genom att tillsätta 👉 Poltix Polyester Accelerator (1 % kobolt). Detta används för att påskynda reaktionen i polyester, särskilt vid lägre temperaturer. Dosering ska ske med försiktighet.
Vid mellanstora och större ytor är det enklast att applicera med roller.
👉 Anza Filtroller Midi ger en mycket jämn yta och är väl lämpad för både gelcoat och topcoat.
Att rolla ger:
Vid mindre ytor och detaljer är pensel ofta det bästa valet.
En bra pensel minskar penselränder och ger en jämnare yta.
Gelcoat ska inte appliceras vått-i-vått.
Istället arbetar man vått-i-klibbigt:
Detta ger:
Topcoat appliceras på samma sätt som gelcoat, men används som slutlager.
Gelcoat härdar bäst vid temperaturer från cirka +15 °C.
Lägre temperaturer kan:
Om topcoaten fortfarande är klibbig dagen efter är det ett tecken på att härdningen inte har fungerat som den ska. I sådana fall behöver färgen avlägsnas och appliceringen göras om under rätt förutsättningar. Kontrollera även att rätt mängd härdare har använts och att temperaturen varit tillräcklig under hela härdningstiden (de första timmarna avgör härdningens kvalitet).
Vid sprutapplicering:
Utrustning:
⚠️ Viktigt:
För tunna lager kan ge dålig härdning. Gelcoat behöver en viss skikttjocklek för att härda korrekt, särskilt vid sprutapplicering. Detta får man beakta när man dimmar ut tunna lager utanför skadeområdet.
Efter härdning slipas ytan stegvis.
Börja med att sickla ned större ojämnheter, skarvar och avslut i färgen med 👉 Mirka Lacksickel.
Att börja med en sickel gör slipningen både enklare och mer kontrollerad.
För ett jämnt och kontrollerat resultat genom hela slipprocessen används Abralon våtsliprondeller, som finns från P180 upp till P4000 och fungerar utmärkt för våtslipning men även torrslipning.
👉 Se: Abralon sliprondeller för våtslipning
Sliprosor är de fina repor som bildas av grövre slippapper.
Varje steg i slipningen tar bort spåren från föregående steg.
Våtslipning används för att:
Efter slipning återställs glans och finish till en helt färdig yta. Det bästa resultatet uppnås med en roterande polermaskin, där val av polerpads anpassas efter hur långt du har slipat.
Som sista steg för maximal glans används:
→ 👉 Mirka polersvamp (mjuk skumgummi)
Gelcoat är ett tjockare och segare material än lack, och kräver därför ett polermedel som bryts ned långsammare.
Polermedel för lack bryts ofta ned för snabbt och hinner inte bygga upp tillräcklig glans i gelcoat.
👉 Ett mycket väl beprövat polermedel för gelcoat är Collinite 631 Fleetcut Rubbing.
Du behöver alltså:
👉 Du behöver inte flera olika polermedel.
För att glansen ska hålla över tid appliceras ett hårdvax som skyddar gelcoaten.
Vaxning
👉 Collinite 476 Super DoubleCoat + mjuk polersvamp
… eller vaxa för hand med applikatorn 👉 Flexipads Soft Edge Foam Pad
Detta ger:
Vid reparation av gelcoat är kulören ofta avgörande för resultatet. En tekniskt korrekt lagning blir direkt synlig om färgen inte stämmer med omgivande yta.
Många båtar i Sverige från förr var tillverkade med standardkulörer från exempelvis Jotun Norpol, vilket gör att vissa kulörer är särskilt vanliga.
Exempel på efterfrågade kulörer:
Dessa kulörer återkommer ofta vid reparation av äldre båtar och är därför vanliga att behöva matcha.
För att få en så osynlig lagning som möjligt bör gelcoat väljas i rätt kulör från början.
Vår gelcoat kan brytas i:
och levereras i både 1 kg och 5 kg, vilket gör det möjligt att beställa exakt rätt mängd för reparation. Kombinerat med 1–2 dagars leveranstid innebär det att du snabbt kan komma igång med arbetet, även vid specialkulörer.
👉 Se: Poltix Gelcoat – gelcoat i valfri kulör med snabb leverans
Vår gelcoat är baserad på ISO/NPG-polyester, vilket ger:
Detta innebär att kulören behåller både färg och glans betydligt bättre jämfört med enklare system som ortho- eller ISO-polyester.
Vill du läsa mer om hur du väljer rätt kulör och matchar befintlig gelcoat:
👉 Läs vår guide: Så väljer du rätt kulör till din båt
Vi har dessutom tillgång till tusentals kulörrecept för gelcoat i vår databas.
Om du inte hittar rätt kulör eller är osäker på vad som passar din båt kan du kontakta oss för vägledning.
Gelcoat och topcoat fäster på:
Om polyester ska appliceras på epoxi:
Polyester gelcoat kan övermålas med flera olika färgsystem.
Ny topcoat ger en hård och tät yta, men också sämre vidhäftning för efterföljande färg. Därför krävs noggrann förberedelse innan målning.
för att ge god vidhäftning.
Äldre topcoat är däremot normalt fri från paraffin i ytan, eftersom paraffinet försvinner över tid.
Det räcker då oftast att:
för att uppnå god vidhäftning för de flesta färgsystem, exempelvis 👉 Double Coat.
Ett vanligt misstag är att laga en skada med polyesterharts och glasfiber, därefter måla laminatet med topcoat och sedan planera att lackera hela ytan med 2K polyuretan.
I detta fall är topcoat fel val.
Topcoat innehåller paraffin och ger sämre vidhäftning för efterföljande färg, vilket kan skapa problem i målningssystemet.
👉 Istället bör laminatet grundas med epoxiprimer, exempelvis IJmopox ZF Primer, och därefter lackeras med 2K polyuretan, såsom Double Coat.
Detta ger god vidhäftning i alla led och ett mer hållbart resultat.
Gelcoat är en specialanpassad färg baserad på polyester som används som ytskikt i glasfiberkonstruktioner. Den används vid tillverkning för att skapa färdiga, släta ytor direkt i form, men är också det självklara valet vid reparation av skador i befintlig gelcoat.
En gelcoat av hög kvalitet, såsom ISO/NPG, ger mycket god glans- och kulörbeständighet i marina miljöer och har hög motståndskraft mot kemikalier, exempelvis klor i pooler.
Med rätt underhåll – regelbunden polering och applicering av ett hållbart hårdvax – kan en gelcoat behålla sina egenskaper under mycket lång tid.
När ytan till slut är nedbruten är det dock inte rätt att applicera ny gelcoat över hela ytan. I dessa fall lackeras ytan istället med 2K polyuretan, exempelvis Double Coat, för ett långsiktigt hållbart resultat.
Skriven av:
Karl-Oscar Hedberg
Specialist på epoxi, polyester och marina ytbehandlingar
Spackel används för att fylla, forma och jämna ut ytor innan målning eller vidare konstruktion. Inom båtbygge, kompositarbete och karosseri är rätt spackel avgörande för hur hållbar och stark lagningen blir. När man ska spackla båt eller spackla glasfiber är valet mellan epoxispackel och polyesterspackel särskilt viktigt, eftersom materialen har mycket olika egenskaper när det gäller hållbarhet, fuktresistens och styrka. I denna guide går vi igenom vilka typer av spackel som används i båtbyggnad och kompositarbete, när epoxispackel är det bästa valet och i vilka situationer polyesterspackel kan användas istället.
För dig som söker rätt produkter för olika typer av spackling finns hela sortimentet samlat i kategorin 2K spackel – epoxibaserade spackel för båt och komposit

Det finns två huvudtyper av spackel (på engelska filler) som används inom båtbygge och kompositarbete:
Epoxispackel
Polyesterspackel
När man ska spackla en glasfiberbåt är det viktigt att välja ett spackel som klarar både fukt och rörelser i laminatet. Därför används epoxispackel i de flesta marina reparationer på glasfiber, eftersom materialet ger bättre vidhäftning och långsiktig hållbarhet än polyesterspackel.
Det är vanligt att man stöter på polyesterspackel på båtar, särskilt vid äldre reparationer eller i så kallade one-off-konstruktioner där pluggen senare blivit själva produkten. Det märks ofta genom att det gamla färgsystemet tappat sin finish, eller när man målar om båten och den nya färgen reagerar med underlaget. Polyesterspackel kan nämligen suga åt sig thinner från färgsystem, vilket i vissa fall leder till blåsbildning eller försämrad vidhäftning.
För permanenta marina lagningar är därför epoxispackel normalt ett betydligt säkrare val, eftersom det varken suger fukt eller krymper över tid.
Polyesterspackel används fortfarande i många verkstäder för snabbare arbeten, men inom båtbygge och marina reparationer har epoxispackel blivit standard när lång hållbarhet och fuktresistens är avgörande.
I denna video går vi igenom hur olika epoxispackel används inom båtbygge och kompositarbete. Du får en översikt över skillnaden mellan grovspackel, finspackel och lättviktsspackel samt när respektive typ används vid lagning, bredspackling och ytfinish.
Videon visar hur du väljer rätt epoxispackel för båt och glasfiber, samt när grovspackel, finspackel och lättspackel används i praktiska reparationsarbeten.
Epoxispackel används främst när spacklingen ska vara stark, fuktbeständig och långsiktigt hållbar. Inom båtbygge, båtreparationer, karosseriarbeten och kompositarbete väljs epoxispackel särskilt när:
Epoxi ger betydligt bättre hållbarhet än polyester eftersom materialet:
Därför används epoxispackel för alla seriösa marina applikationer.
Gemensamt för epoxispackel är att de normalt kräver rätt temperatur och korrekt förbehandling för att uppnå full styrka och vidhäftning.
Undantaget är Variopox Finishing Filler T5, som härdar från 5 °C och kan övermålas efter 12 timmar.
För de flesta stora och små reparationer och lagningar på glasfiber, trä, stål och aluminium används Variopox Filler.
Det är ett standard epoxispackel som används för:
Trots att det är epoxi är det förhållandevis lättslipat, vilket gör det lämpligt både för reparation och nyproduktion.
Vid mindre lagningar utomhus – exempelvis repor eller skav – behövs ett spackel som härdar vid lägre temperatur.
Då används Variopox Finishing Filler T5, som:
T5 är ett vitt epoxi-finspackel som levereras i en 2K dubbelkammartub. Det innebär att produkten inte behöver vägas eller blandas manuellt – placera tuben i en fogspruta och tryck ut den mängd du behöver.
När arbetet är klart kan tuben enkelt förslutas igen och sparas under lång tid.
Vill du applicera spacklet direkt på ytan utan manuell blandning kan du använda doseringspipar. Då blandas bas och härdare automatiskt i pipen och spacklet kan appliceras direkt där det behövs.
Vid bredspackling av större ytor på båt, skrov eller däck behövs ett spackel som är lätt i sin egenvikt. Konsistensen på denna typ av spackel är ofta fluffig eller mousse-liknande, vilket gör materialet lätt att applicera och enkelt att skrapa ut över större ytor.
Typiska arbeten där denna typ av spackel används är:
För dessa arbeten används ett lättvikts epoxispackel, exempelvis Variopox LG, som är utvecklat för att kunna appliceras i större volymer utan att bli tungt eller svårt att forma. Detta gör det möjligt att spackla och forma större ytor effektivt innan slutlig finspackling och målning.
När större ytor på skrov ska göras helt raka använder många båtvarv långa slipbrädor istället för små slipklossar eller maskiner. Den långa slipytan gör att slipningen automatiskt jämnar ut högpunkter utan att följa små vågor i ytan.
👉 För denna typ av slipning används normalt en lång slipkloss med slipremsor. Se exempelvis Mirka Flexibel Långkloss tillsammans med Abranet Slipremsor, som är utvecklade för effektiv slipning av större ytor på skrov och komposit.
Slipningen görs ofta i ett kryssmönster, där man först slipar diagonalt åt ena hållet och sedan diagonalt åt andra hållet. På så sätt jämnas ytan ut successivt och risken för slipgropar minskar.
Metoden används särskilt vid:
Tekniken kräver lite mer arbete, men resultatet blir rakare och jämnare ytor än vid slipning med korta slipklossar eller maskin.
Efter grovspackling används ett finare spackel för att skapa en helt jämn yta. Finspackel har en något mer lättflytande konsistens, vilket gör det möjligt att applicera materialet i mycket tunna och jämna lager över ytan. Finspackel är normalt hårdare att slipa än grovspackel, men eftersom det appliceras i tunna lager och ger en betydligt slätare yta krävs ändå mindre sliparbete för att nå en perfekt finish.
Variopox Finishing Filler används som:
När du finspacklar är målet inte att bygga tjocka lager utan att fylla små ojämnheter och sliprepor. Ett effektivt arbetssätt är därför att lägga på spackel och sedan skrapa bort nästan allt igen, så att endast materialet som fyller porer och små gropar blir kvar.
Ett annat vanligt varvstrick är att använda guide coat mellan spackelstegen. Genom att lägga ett tunt kontrollskikt av färg eller pulver över ytan innan slipning blir det lätt att se hög- och lågpunkter. Då kan du punktspackla där det verkligen behövs istället för att bredspackla hela ytan igen.
Tillsammans gör dessa två metoder att sliparbetet kan minska kraftigt samtidigt som ytan blir rakare och jämnare.
Polyesterspackel används främst när snabb produktion är viktigare än maximal hållbarhet.
Typiska egenskaper:
Dessa spackel används främst för:
👉 För polyesterbaserade spackel, glasfiberspackel och limspackel för kompositarbete, se kategorin Polyester & plastning.
Vid mindre lagningar i gelcoat eller ytskikt används ofta ett lättslipat polyesterspackel. Denna typ av spackel är snabbhärdande och lämpar sig för små kosmetiska reparationer. Ett exempel är IJmofix Filler, ett vitt polyesterspackel som är:
Det kan övermålas med exempelvis Double Coat, men för högsta kvalitet är motsvarande epoxispackel (T5) fortfarande att föredra.
När större skador ska fyllas eller byggas upp används ibland spackel med hackad glasfiber. Denna typ av spackel ger en grövre struktur och kan bidra till att bygga volym i lagningen.
Det är dock viktigt att känna till att glasfiberspackel inte nödvändigtvis ger högre styrka än epoxibaserade spackel. Motsvarande epoxispackel, Variopox Filler, kan ha upp till tio gånger högre styrka och vidhäftning på många material.
Poltix Glasfiber Filler används för:
Efter att lagningen byggts upp med glasfiberspackel slipas ytan normalt och finspacklas i nästa steg (se IJmofix Filler) för att skapa en jämn yta inför målning eller vidare ytbehandling.
När strukturerade ytor ska jämnas ut används ett så kallat fairing filler.
Poltix Lättspackel används för att:
För mindre objekt där spackel ska appliceras med spruta används sprutspackel, exempelvis Poltix Spray Filler. Denna typ av spackel späds normalt med etylacetat för att kunna appliceras med sprutpistol och munstycke 2,0 mm.
Det är dock viktigt att känna till att sprutspackel generellt är den enklaste och minst hållbara typen av 2K-spackel. Även om det övermålas med 2K-färg kan materialet förändras över tid när det utsätts för salt, sol, vatten och temperaturväxlingar i marina miljöer.
Sprutspackel används därför främst för:
Typiska exempel är inomhusdetaljer eller möbler, där kraven på långsiktig väderbeständighet är lägre.
Polyesterbaserade limspackel används ofta vid plugg- och formtillverkning, där materialet används för att bygga upp hörn, kanter och förstärkningar i kompositkonstruktioner.
Denna typ av limspackel kan även användas i vissa marina installationer, i vissa fall även under vattenlinjen. För konstruktioner där maximal styrka, vidhäftning och långsiktig hållbarhet krävs rekommenderas dock normalt epoxibaserade spackel eller epoxilim, exempelvis Variobond Tixotrop Epoxi.
Limspackel används för:
Exempel på polyesterbaserade limspackel som används vid plugg- och formtillverkning:
När konstruktionen ska tåla hög temperatur eller varmvatten används ofta vinylesterbaserade spackel och limpastor. Vinylester har även den fördelen att materialet fäster direkt på epoxi, vilket skiljer det från polyester som normalt inte binder till epoxiytor.
I praktiken kan man säga att vinylester ligger mellan polyester och epoxi i egenskaper. Materialet har bättre kemisk resistens och vidhäftning än polyester, men når normalt inte samma nivå av styrka och fuktbeständighet som epoxi.
För de flesta vanliga spacklings- och reparationsarbeten inom båtbygge och kompositarbete ger vinylester därför sällan någon avgörande fördel. Materialet används främst när konstruktionen ska tåla hög temperatur eller långvarig exponering för varmvatten, medan epoxispackel normalt är det bästa valet för marina reparationer där hög styrka och fuktresistens krävs. Polyesterspackel används däremot främst i industriella applikationer, där snabb härdning och låg materialkostnad är avgörande.
Exempel:
Vanliga användningsområden:
Mer information finns i vår broschyr:
Kompositmaterial
Det är vanligt att blanda eget spackel genom att kombinera epoxi och fyllnadsmedel.
Vanliga ingredienser är:
Genom att blanda dessa kan man skapa olika typer av spackel:
Trots detta rekommenderar vi i de flesta fall att istället använda färdiga spackelprodukter.
Färdiga spackel ger:
Dessutom är härdningen förutsägbar och korrekt.
När man själv blandar spackel är det lätt att:
Färdigutvecklade spackel är därför nästan alltid det säkraste valet för ett professionellt resultat.
För att få en jämn och kontrollerad applicering används olika typer av spackelverktyg beroende på arbetets storlek och spacklets konsistens.
Vanliga verktyg är:
Japanspackel
Tunna flexibla spacklar som används för mindre lagningar och finspackling.
Stålspackel
Stadiga spacklar som ger bra kontroll vid lagningar och uppbyggnad av spackel.
Gummispackel
Flexibla spacklar som är särskilt användbara vid finspackling och på rundade ytor.
Bredspackel
Används vid bredspackling av större ytor som skrov, däck eller karossytor med lättspackel.
Val av spackelverktyg påverkar hur jämnt spacklet kan appliceras och hur mycket efterföljande slipning som krävs.



Noggrann rengöring är avgörande för att spacklet ska få korrekt vidhäftning.
Ytor rengörs före spackling med Double Coat Avfettning applicerad på en 3M 2012 Mikrofiberduk. Detta avlägsnar fett, silikonrester, salt och andra föroreningar som annars kan försämra vidhäftningen.
Även slipade spackelytor bör avfettas innan vidare målning, exempelvis före applicering av epoxiprimer.
Ren och korrekt förberedd yta är en förutsättning för att både spackel och färgsystem ska fungera långsiktigt.
En typisk arbetsgång vid mindre reparationer i gelcoat eller glasfiber kan se ut så här:
Efter spackling väljs färgsystem beroende på var konstruktionen sitter:
Ovan vattenlinjen
Ytan kan täckmålas med Double Coat polyuretanfärg.
Under vattenlinjen
Applicera epoxifärg, exempelvis IJmopox HB Coating, med en skikttjocklek motsvarande cirka 0,5 l/m² för att skapa ett tätt skyddsskikt.
Skador i glasfiber, som exempelvis en krossad stäv, repareras normalt genom laminering följt av spackling och slipning innan målning.

Om skadan går rakt igenom skrovet och insidan är åtkomlig:
På utsidan:
För ytor ovan vattenlinjen:
Vid lagning av ytskikt med gelcoat skiljer sig arbetsmetoden från traditionell spackling.
👉 Läs mer i vår guide om hur du reparerar gelcoat och arbetar med gelcoat och topcoat
Vilket spackel är bäst för båt?
För marina applikationer är epoxispackel nästan alltid det bästa valet. Epoxispackel krymper inte, suger inte fukt och ger betydligt bättre hållbarhet än polyesterspackel i marina miljöer.
När ska man använda polyesterspackel?
Polyesterspackel används främst vid plugg- och formtillverkning, samt i väderskyddade konstruktioner där snabb härdning är viktigare än maximal hållbarhet.
Kan man spackla glasfiberbåt med polyester?
Ja, polyesterspackel kan användas på glasfiber. För permanenta marina lagningar är dock epoxispackel oftast ett bättre val eftersom materialet är mer fuktresistent och har bättre vidhäftning.
Hur tjockt lager kan man spackla?
Det beror på spackeltypen. Grovspackel kan appliceras i flera millimeter per lager, medan finspackel normalt appliceras i mycket tunnare skikt för att skapa en slät slutyta.
Kan man måla direkt på spackel?
Nej, spackel ska normalt slipas och grundmålas innan slutmålning. Följ alltid tillverkarens rekommenderade övermålningstider. För tidig övermålning kan leda till att thinner från färgsystemet tränger in i spacklet, vilket i vissa fall orsakar blåsbildning.
Vad är skillnaden mellan epoxispackel och polyesterspackel?
Epoxispackel är starkare, mer fuktbeständigt och krymper inte, vilket gör det lämpligt för marina reparationer. Polyesterspackel härdar däremot snabbare och används ofta i pluggar, formar och andra konstruktioner där snabb produktion är viktigare än maximal hållbarhet.
Skriven av:
Karl-Oscar Hedberg
Specialist på epoxi, polyester och marina ytbehandlingar
Att sickla lack är en metod för att korrigera rinningar, damm och lokala ojämnheter utan att behöva slipa bort stora delar av ytan.
När en lackdefekt uppstår försöker många lösa problemet genom slipning. Problemet är att slipning ofta påverkar en större yta runt defekten. Resultatet kan bli att man slipar ned mer lack än nödvändigt.
Genom att istället sickla bort själva defekten först kan arbetet göras betydligt mer kontrollerat. Defekten skärs ned exakt där den sitter och efterföljande slipning blir minimal.
Metoden används ofta vid:
Ett vanligt verktyg för detta arbete är Mirka Hajfena lacksickel, som är utvecklad för precisionsarbete vid lackkorrigering.
Att sickla innebär att man skär ned en ojämnhet i ytan med ett skärande verktyg istället för att slipa bort material runt omkring.
När man försöker slipa bort en rinning eller en skarv i färg och lack händer ofta att sandpappret viker sig över defekten. Då slipar man lika mycket på sidorna av defekten som på själva toppen, vilket snabbt kan leda till att man slipar igenom lacken runt området.
Att sickla är i princip motsatsen till detta. Först avverkas endast själva defekten, och när ytan därefter ligger nära samma nivå som den omgivande lacken blir det enkelt att slipa lätt utan risk för genomslipning.
Metoden används för att korrigera små men tydliga defekter i lackerade ytor.
Vanliga exempel är:
Genom att först sickla ned defekten kan slipningen därefter göras mer kontrollerat och med finare slippapper.

Rinningar uppstår när färg eller klarlack samlas i en liten ström innan den hinner flyta ut jämnt.
Om man försöker slipa bort rinningen direkt krävs ofta slipning över ett större område. Det ökar risken att skapa en fördjupning i ytan.
Genom att istället sickla bort toppen av rinningen kan den snabbt bringas ned till samma nivå som den omkringliggande lacken.
Arbetsgången är i regel:
Den här metoden sparar både tid och material samtidigt som ytplanheten bevaras bättre.
Mirkas lackhyvel och lacksickel levereras med ett litet snöre på baksidan av verktyget. Detta snöre är en viktig del av konstruktionen och ska inte tas bort.
Snöret lyfter baksidan av verktyget ungefär 1 mm från ytan, vilket automatiskt skapar rätt arbetsvinkel när du sicklar. På så sätt skär verktyget endast ned toppen av rinningen istället för att hugga i lacken.
Detta gör arbetet mer kontrollerat och minskar risken att skada den omkringliggande lackytan.

Förutom rinningar används metoden ofta för att ta bort små partiklar i lacken.
Damm kan ibland fastna i ytan under lackering. När lacken härdat bildar partikeln en liten upphöjning.
Genom att sickla ned upphöjningen kan ytan snabbt jämnas ut innan slipning och polering.
Metoden fungerar också bra för att korrigera:
När du sicklar är det viktigt att arbeta kontrollerat.
Börja alltid med att lokalisera exakt var defekten sitter. Sickling används endast på den specifika ojämnheten.
Verktyget hålls i en låg vinkel mot ytan så att endast toppen av defekten skärs ned. Det görs enklast genom att lägga sickeln ned så att den vilar på snöret och skär med den korta gavelsidan.
Arbeta lugnt och kontrollerat. Målet är att ta bort så lite material som möjligt.

Efter några drag bör ytan kontrolleras visuellt och med fingret.
När defekten ligger i nivå med den omgivande lacken är det dags att gå vidare till slipning.
När defekten är nedskuren behöver ytan efterbehandlas för att återställa finishen.
Vilken slipning som behövs beror på situationen.
Om ytan ska lackeras igen räcker det oftast att slipa med:
P400
Därefter kan nästa lager färg eller lack appliceras.
Om lacken ska behållas och endast korrigeras används finare slipning.
Vanligt är:
Efter slipning poleras ytan tillbaka till full glans.
Ett vanligt polersystem är:
Finishen kan vid behov avslutas med Super Doublecoat Paste Wax.
Sickling är det smartaste första steget i en lackkorrigering, och sickling följs alltid av slipning.
Genom att först sickla ned defekten:
Efter sickling räcker det ofta med mycket lätt slipning innan polering.
👉 För mer om hur slipmaterial används vid lackkorrigering kan du läsa guiden
Bästa sandpapper – Mirka Abranet och Mirlon Total för dammfri slipning.
I videon nedan visas hur metoden fungerar i praktiken.
Mirka Hajfena sickel lackhyvel instruktionsfilm
Den här videon visar hur olika typer av lackdefekter kan korrigeras.
Sickla lackdefekter, rinningar, damm eller skarvar
Att sickla innebär att man skär ned en upphöjd defekt i lacken med ett skärande verktyg istället för att slipa bort material runt hela området.
Metoden används vid lokala defekter som rinningar, damm eller små ojämnheter i lackytan.
Ja. Metoden fungerar på klarlack, färg, gelcoat, spackel och andra hårda ytskikt.
Ja. Sickling jämnar till defekten men ytan behöver slipas och ofta poleras för att återfå full finish.
Metoden används ofta av professionella lackerare men fungerar lika bra för noggranna hemmafixare.
Skriven av:
Karl-Oscar Hedberg
Specialist på epoxi, polyester och marina ytbehandlingar
Gamla dekaler, registreringsnummer och logotyper lämnar ofta kvar limrester när de tas bort. Limmet kan sitta hårt och är svårt att få bort utan rätt metod och rätt rengöringsmedel.
Med en citrusbaserad limborttagare kan både dekaler och lim lösas upp snabbt utan att skada underlaget.
👉 3M Citrus Rengöringsspray – Industrial Cleaner Citrus Base
Den citrusbaserade rengöringssprayen löser effektivt limrester från tejp, etiketter och dekaler och används ofta vid rengöring av gelcoat, lack, plast och metall.

Gamla båtdekaler behöver ofta tas bort när man:
Problemet är att dekaler nästan alltid lämnar kvar limrester som syns tydligt på gelcoat eller lackerade ytor.
Om dekalerna sitter på en båt som ska rengöras eller poleras kan borttagningen vara en del av en större vår- eller renoveringsprocess.
👉 Läs även vår guide:
Vårstäda båten – rengör, återställ och skydda gelcoaten efter vintern
Börja med att värma dekalen med en:
Värmen gör att limmet mjuknar och dekalen lossnar lättare.
Skrapa bort dekalen med en trubbig bit plexiglas eller en dövad spackel
Tips:
Det minskar risken att limmet sitter kvar.
När dekalen är borta finns nästan alltid limrester kvar.
Spraya 3M Citrus Rengöringsspray direkt på limresterna och låt medlet verka i några minuter.
Citrusbaserade limborttagare hjälper till att:
Torka av ytan med en mikrofiberduk eller verkstadspapper.
Vid tjockare limrester kan du:
Undvik metallverktyg eftersom de kan repa gelcoat eller lack.
Registreringsnummer och båtdekaler sitter ofta länge på gelcoaten och kan därför lämna tydliga limrester eller färgskillnader när de tas bort.
Processen är i princip densamma som för vanliga dekaler.
1. Värm dekalen
Använd en hårtork eller värmepistol för att mjuka upp limmet.
2. Dra bort dekalen
Lyft ett hörn och dra bort siffrorna långsamt, helst parallellt med ytan. Eller om inte det går skrapa med en dövad spackel eller en bit plexiglas.
3. Ta bort limrester
Spraya 3M Citrus Rengöringsspray på limresterna och låt medlet verka några minuter.
Torka sedan bort limmet med en mikrofiberduk.
Om registreringsnumret suttit länge kan gelcoaten under dekalen ha en annan färg än ytan runt omkring. Detta beror på att området runt dekalen har blekts av UV-ljus.
I de flesta fall kan skillnaden tas bort genom våtslipning och polering.
👉 Polera och vaxa båt – så gör du rätt
När gamla båtdekaler tas bort är många oroliga för att skada gelcoaten. Gelcoat är dock relativt tålig och klarar normalt rengöring med rätt typ av limborttagare.
En citrusbaserad rengöringsspray, som 3M Citrus Rengöringsspray, är utvecklad för att lösa upp limrester utan att angripa gelcoat eller lackerade ytor.
När medlet sprayas på limresterna bryts limmet ner och kan enkelt torkas bort med en mikrofiberduk. Det minskar behovet av hård mekanisk bearbetning som annars kan orsaka repor.
Om ytan blivit något matt kan gelcoaten enkelt återställas genom polering.
Limrester från dekaler, tejp eller etiketter kan ibland sitta kvar även efter att själva dekalen tagits bort.
Citrusbaserade limborttagare är utvecklade för att lösa upp dessa limrester snabbt utan att lämna en fet hinna på ytan.
Spraya rengöringsmedlet på limresterna, låt det verka några minuter och torka sedan bort resterna med en ren duk. Vid behov kan behandlingen upprepas tills ytan är helt ren.
Gamla dekaler måste alltid tas bort innan polering eller lackering av båten.
Limrester kan annars:
Om du planerar att lacka om båten kan du läsa mer i vår guide:
👉 Måla Double Coat på gelcoat – så lackar du om båt
När dekaler och limrester är borttagna kan ytan poleras eller förberedas för lack.
👉 Polera och vaxa båt – så gör du rätt
I videon nedan visas hur du snabbt kan ta bort dekaler och limrester i praktiken.
Spraya en citrusbaserad limborttagare på limresterna, låt den verka några minuter och torka sedan bort limmet med en trasa.
Ja. Genom att först värma dekalen och sedan använda en citrusbaserad limborttagare minskar risken att skada gelcoat eller lack.
Ja. Dekaler och limrester måste alltid tas bort innan lackering för att färgen ska få korrekt vidhäftning.
Skriven av:
Karl-Oscar Hedberg
Specialist på epoxi, polyester och marina ytbehandlingar