
 Vill du ha köphjälp? — Vi räknar ut materialåtgång och ringer upp dig inför ditt köp.
Vill du ha köphjälp? — Vi räknar ut materialåtgång och ringer upp dig inför ditt köp.




Vill du ha köphjälp? — Vi räknar ut materialåtgång och ringer upp dig inför ditt köp.





Gelcoat och topcoat används vid reparation, ytfinish och underhåll av glasfiber, gelcoat och polyesterlaminat. Trots att produkterna är nära besläktade används de på olika sätt, och valet mellan gelcoat och topcoat påverkar både härdning, vidhäftning och slutresultat. I den här guiden går vi igenom skillnaden mellan gelcoat och topcoat, hur du reparerar gelcoat, hur materialen appliceras och när du ska välja den ena eller den andra.

Gelcoat är en slags färg baserad på pigmenterad polyester som används som ytskikt i glasfiberkonstruktioner, exempelvis båtar, pooler och kompositdetaljer.
Det är det yttersta lagret som ger:
Gelcoat appliceras normalt i form vid tillverkning, men används också vid reparationer.
Gelcoat är en polyesterbaserad färg…
👉 Vill du förstå hur polyester fungerar, läs vår guide om polyester i glasfiberprodukter
Topcoat är gelcoat som modifierats med paraffinlösning.
Paraffinet lägger sig på ytan under härdning och blockerar syre, vilket gör att färgen kan härda fullt i luft. Kort sagt: den torkar så som man förväntar sig att en färg ska göra när man målar på en yta.
Resultatet blir en:
Topcoat används därför som slutlager vid målning och reparation.
Detta beror på att gelcoat påverkas av syre, medan topcoat innehåller paraffin som stänger ute syret.
👉 Därför används:
Innan du börjar laga en skada är det viktigt att avgöra hur djup den är. En gelcoatreparation börjar alltid med att ta bort skadat material och bygga upp ytan på nytt.
Alla ytor som ska behandlas måste vara korrekt förberedda:
Undvik aceton. Aceton löser inte bara smuts utan kan även påverka polyesterytan och göra den klibbig, vilket försämrar vidhäftningen.
All skadad gelcoat måste avlägsnas innan lagning.
Det är viktigt att inte lämna kvar skadad gelcoat, vilket annars kan leda till att sprickor återkommer.
Sprickor i gelcoat beror ofta på rörelser i konstruktionen eller tidigare skador.
👉 Läs mer i vår guide: Krackelerad gelcoat på glasfiberbåt – orsaker, diagnos och reparation
Om skadan går ned i glasfiberlaminatet måste även detta åtgärdas.
När underlaget är stabilt byggs ytan upp igen:
Målet är att återställa formen så att ytan kan slipas jämn inför applicering av gelcoat.
Vid genomgående skador:
När laminatet har härdat kan insidan behandlas för att skydda ytan:
Läs mer om hur gelcoat och glasfiber samverkar i vår guide om GRP och gelcoat
När strukturen är återställd:
Målet är att få en jämn yta som i princip ligger i nivå med omgivande gelcoat.
Först när:
…kan du applicera ny gelcoat.
Vid mindre lagningar är gelcoat tillsammans med plastfilm den mest effektiva metoden.
Så gör du:
Varför det fungerar:
Gelcoat härdar inte i kontakt med luft. När ytan täcks med plastfilm stängs syret ute, vilket gör att gelcoaten härdar korrekt.
Samtidigt pressas ytan slät, vilket minimerar behovet av slipning och efterarbete.
Vid mindre lagningar är det viktigt att använda gelcoat i rätt kulör för att få en osynlig reparation.
👉 Se: Poltix Gelcoat i valfri kulör
PET-plastfilm är särskilt lämplig för gelcoat:
Undvik tunn plastfilm, eftersom den lätt formar sig efter ojämnheter och kan ge en vågig yta. Om tunn plast används kan den behöva stöttas med exempelvis masonit eller pappskiva för att hålla formen.

Repor, urflisningar och mindre skador fylls med gelcoat.
För grundare skador räcker det ofta att applicera gelcoat direkt i skadan och bygga upp ytan i ett eller flera lager.
Vid djupare repor eller när material saknas kan gelcoat behöva göras tjockare för att kunna fylla ordentligt.
Gelcoat kan förtjockas på två sätt:
Aerosil kan ge en spackelliknande konsistens, men kan lätt bilda klumpar i materialet. Gelcoat Filler ger en jämnare och mer kontrollerad konsistens, vilket gör appliceringen enklare.
Viktigt att tänka på
Förtjockad gelcoat kan innehålla luftblåsor, vilket kan skapa små porer i ytan. Om lagningen inte blir helt jämn kan den avslutas med ett tunt lager gelcoat eller topcoat för bästa finish.
Repor, urflisningar och mindre skador fylls med gelcoat.
👉 Se: Poltix Gelcoat i valfri kulör
Vid större reparationer används vanligtvis ett system:
Detta ger:
Större ytor kan inte täckas med plastfilm och kräver därför efterbearbetning med sickel, våtslipning och polering.
Topcoat kan skapas genom att tillsätta paraffinlösning i gelcoat.
Detta gör att du kan:
Begreppet gelcoatspackel används ofta, men det syftar i praktiken på förtjockad gelcoat.
För bästa kulörmatchning är det oftast bättre att arbeta med gelcoat i rätt kulör och justera konsistensen (göra eget spackel) vid behov med Poltix Gelcoat Filler.
Gelcoatspackel på tub finns ofta att köpa i båttillbehörsbutiker, men vanligtvis i ett begränsat antal kulörer.
Var också medveten om att polyesterbaserade produkter har begränsad hållbarhet, normalt cirka 6–12 månader. Äldre produkter kan få sämre reaktivitet och riskerar att inte härda korrekt.
Kontrollera därför tillverkningsdatum när du köper färdiga småsatser med gelcoat eller gelcoatspackel, eftersom de ibland kan ha stått länge på butikshyllan.
En korrekt applicering är avgörande för att få en jämn yta, bra vidhäftning och rätt härdning.
Innan applicering ska ytan alltid vara:
En korrekt förberedd yta är avgörande för att gelcoat och topcoat ska fästa ordentligt.
Gelcoat och topcoat är föraccelererade produkter baserade på omättad polyester.
För att starta härdningen tillsätts en härdare i form av MEK-peroxid (MEKP).
Härdaren startar en kemisk reaktion som gör att materialet härdar och blir hårt.
Vid behov kan härdningen förbättras genom att tillsätta 👉 Poltix Polyester Accelerator (1 % kobolt). Detta används för att påskynda reaktionen i polyester, särskilt vid lägre temperaturer. Dosering ska ske med försiktighet.
Vid mellanstora och större ytor är det enklast att applicera med roller.
👉 Anza Filtroller Midi ger en mycket jämn yta och är väl lämpad för både gelcoat och topcoat.
Att rolla ger:
Vid mindre ytor och detaljer är pensel ofta det bästa valet.
En bra pensel minskar penselränder och ger en jämnare yta.
Gelcoat ska inte appliceras vått-i-vått.
Istället arbetar man vått-i-klibbigt:
Detta ger:
Topcoat appliceras på samma sätt som gelcoat, men används som slutlager.
Gelcoat härdar bäst vid temperaturer från cirka +15 °C.
Lägre temperaturer kan:
Om topcoaten fortfarande är klibbig dagen efter är det ett tecken på att härdningen inte har fungerat som den ska. I sådana fall behöver färgen avlägsnas och appliceringen göras om under rätt förutsättningar. Kontrollera även att rätt mängd härdare har använts och att temperaturen varit tillräcklig under hela härdningstiden (de första timmarna avgör härdningens kvalitet).
Vid sprutapplicering:
Utrustning:
⚠️ Viktigt:
För tunna lager kan ge dålig härdning. Gelcoat behöver en viss skikttjocklek för att härda korrekt, särskilt vid sprutapplicering. Detta får man beakta när man dimmar ut tunna lager utanför skadeområdet.
Efter härdning slipas ytan stegvis.
Börja med att sickla ned större ojämnheter, skarvar och avslut i färgen med 👉 Mirka Lacksickel.
Att börja med en sickel gör slipningen både enklare och mer kontrollerad.
För ett jämnt och kontrollerat resultat genom hela slipprocessen används Abralon våtsliprondeller, som finns från P180 upp till P4000 och fungerar utmärkt för våtslipning men även torrslipning.
👉 Se: Abralon sliprondeller för våtslipning
Sliprosor är de fina repor som bildas av grövre slippapper.
Varje steg i slipningen tar bort spåren från föregående steg.
Våtslipning används för att:
Efter slipning återställs glans och finish till en helt färdig yta. Det bästa resultatet uppnås med en roterande polermaskin, där val av polerpads anpassas efter hur långt du har slipat.
Som sista steg för maximal glans används:
→ 👉 Mirka polersvamp (mjuk skumgummi)
Gelcoat är ett tjockare och segare material än lack, och kräver därför ett polermedel som bryts ned långsammare.
Polermedel för lack bryts ofta ned för snabbt och hinner inte bygga upp tillräcklig glans i gelcoat.
👉 Ett mycket väl beprövat polermedel för gelcoat är Collinite 631 Fleetcut Rubbing.
Du behöver alltså:
👉 Du behöver inte flera olika polermedel.
För att glansen ska hålla över tid appliceras ett hårdvax som skyddar gelcoaten.
Vaxning
👉 Collinite 476 Super DoubleCoat + mjuk polersvamp
… eller vaxa för hand med applikatorn 👉 Flexipads Soft Edge Foam Pad
Detta ger:
Vid reparation av gelcoat är kulören ofta avgörande för resultatet. En tekniskt korrekt lagning blir direkt synlig om färgen inte stämmer med omgivande yta.
Många båtar i Sverige från förr var tillverkade med standardkulörer från exempelvis Jotun Norpol, vilket gör att vissa kulörer är särskilt vanliga.
Exempel på efterfrågade kulörer:
Dessa kulörer återkommer ofta vid reparation av äldre båtar och är därför vanliga att behöva matcha.
För att få en så osynlig lagning som möjligt bör gelcoat väljas i rätt kulör från början.
Vår gelcoat kan brytas i:
och levereras i både 1 kg och 5 kg, vilket gör det möjligt att beställa exakt rätt mängd för reparation. Kombinerat med 1–2 dagars leveranstid innebär det att du snabbt kan komma igång med arbetet, även vid specialkulörer.
👉 Se: Poltix Gelcoat – gelcoat i valfri kulör med snabb leverans
Vår gelcoat är baserad på ISO/NPG-polyester, vilket ger:
Detta innebär att kulören behåller både färg och glans betydligt bättre jämfört med enklare system som ortho- eller ISO-polyester.
Vill du läsa mer om hur du väljer rätt kulör och matchar befintlig gelcoat:
👉 Läs vår guide: Så väljer du rätt kulör till din båt
Vi har dessutom tillgång till tusentals kulörrecept för gelcoat i vår databas.
Om du inte hittar rätt kulör eller är osäker på vad som passar din båt kan du kontakta oss för vägledning.
Gelcoat och topcoat fäster på:
Om polyester ska appliceras på epoxi:
Polyester gelcoat kan övermålas med flera olika färgsystem.
Ny topcoat ger en hård och tät yta, men också sämre vidhäftning för efterföljande färg. Därför krävs noggrann förberedelse innan målning.
för att ge god vidhäftning.
Äldre topcoat är däremot normalt fri från paraffin i ytan, eftersom paraffinet försvinner över tid.
Det räcker då oftast att:
för att uppnå god vidhäftning för de flesta färgsystem, exempelvis 👉 Double Coat.
Ett vanligt misstag är att laga en skada med polyesterharts och glasfiber, därefter måla laminatet med topcoat och sedan planera att lackera hela ytan med 2K polyuretan.
I detta fall är topcoat fel val.
Topcoat innehåller paraffin och ger sämre vidhäftning för efterföljande färg, vilket kan skapa problem i målningssystemet.
👉 Istället bör laminatet grundas med epoxiprimer, exempelvis IJmopox ZF Primer, och därefter lackeras med 2K polyuretan, såsom Double Coat.
Detta ger god vidhäftning i alla led och ett mer hållbart resultat.
Gelcoat är en specialanpassad färg baserad på polyester som används som ytskikt i glasfiberkonstruktioner. Den används vid tillverkning för att skapa färdiga, släta ytor direkt i form, men är också det självklara valet vid reparation av skador i befintlig gelcoat.
En gelcoat av hög kvalitet, såsom ISO/NPG, ger mycket god glans- och kulörbeständighet i marina miljöer och har hög motståndskraft mot kemikalier, exempelvis klor i pooler.
Med rätt underhåll – regelbunden polering och applicering av ett hållbart hårdvax – kan en gelcoat behålla sina egenskaper under mycket lång tid.
När ytan till slut är nedbruten är det dock inte rätt att applicera ny gelcoat över hela ytan. I dessa fall lackeras ytan istället med 2K polyuretan, exempelvis Double Coat, för ett långsiktigt hållbart resultat.
Renovering av osmosis i glasfiberbåtar blir aktuell när fukt har trängt in i laminatet och orsakat skador under vattenlinjen som inte längre kan åtgärdas med enklare behandlingar.
Glasfiberbåtar är uppbyggda av laminat där plast och glasfiber tillsammans bildar en stark och lätt konstruktion. Med tiden kan fukt tränga in i materialet, vilket i vissa fall leder till skador som kallas osmosis. Osmosis syns ofta som blåsor under vattenlinjen och kan orsaka både lukt, missfärgning och försämrad hållfasthet i laminatet.
När osmosis upptäcks tidigt kan enklare åtgärder räcka, men vid mer omfattande skador krävs en genomgripande renovering där botten byggs upp på nytt. Denna artikel är skriven för dig som vill förstå hur en sådan renovering går till i praktiken, vilka steg som ingår och hur man väljer rätt material och metod för ett långsiktigt hållbart resultat.

Osmosis i glasfiberbåtar uppstår när fukt tränger in i laminatet och orsakar kemiska reaktioner som bryter ner materialet inifrån. När skadan blivit omfattande räcker det inte med ytbehandling eller barriärmålning – gelcoat och ibland även delar av laminatet måste avlägsnas och ett helt nytt system byggas upp. Denna guide beskriver hur en fullständig osmosrenovering genomförs och vilka tekniska alternativ som finns, med fokus på renovering med vinylester eller epoxi.
En full osmosrenovering är aktuell när:
I dessa fall är det nödvändigt att avlägsna all skadad gelcoat och i vissa fall även angripna laminatskikt för att kunna bygga upp ett nytt, stabilt system från grunden.
Innan gelcoat och laminat kan bedömas måste all bottenfärg under vattenlinjen avlägsnas helt. Detta kan göras på två sätt:
Syftet är att frilägga gelcoatytan så att eventuell osmosis, blåsbildning och laminatskador blir fullt synliga inför vidare åtgärder.
När bottenfärgen är borttagen avlägsnas all skadad gelcoat under vattenlinjen. Detta görs normalt genom gelcoathyvling (peeling, det finns en speciell hyvel för detta kallad Gelplane), blästring eller annan kontrollerad mekanisk bearbetning. Målet är att frilägga ett homogent och bedömningsbart laminat utan instängda skador.
Efter att gelcoaten avlägsnats måste laminatet tvättas upprepade gånger för att avlägsna vattenlösliga syror och nedbrytningsprodukter som bildats vid osmosis. Därefter följer en torkperiod där laminatet tillåts nå en stabil och låg fukthalt.
Torktiden varierar kraftigt beroende på temperatur, luftfuktighet och skadans omfattning och kan sträcka sig från flera veckor till månader. Fukthalten kontrolleras löpande med fuktmätare, och arbetet får inte fortsätta förrän laminatet är tillräckligt torrt och kemiskt neutralt.
När laminatet är torrt och kemiskt stabilt påbörjas återuppbyggnaden. Här finns två huvudsakliga tekniska vägar: vinylester eller epoxi.
Val av spackel är kritiskt vid osmosrenovering. Porösa eller felaktiga spackel kan orsaka ny fuktinträngning och återkommande skador.
Polyesterspackel ska endast användas i torra, interna konstruktioner och aldrig i vattenexponerade zoner. Vinylesterspackel kan användas men det finns ingen fördel att använda det i detta sammanhang.
Efter laminering och spackling ska ett nytt tätskikt byggas upp med IJmopox HB Coating, en lösningsmedelsbaserad high-build epoxiprimer, avsedd som barriär och osmos-förebyggande.
För korrekt barriär krävs:
HB-systemet utgör den slutliga fukt- och kemikaliebarriären innan bottenfärg appliceras.
Noggrannhet och tålamod är avgörande för ett långsiktigt resultat.
Vid osmosrenovering används flera olika materialtyper som tillsammans bygger upp ett komplett och långsiktigt hållbart system. Beroende på vald metod används vinylester för strukturell uppbyggnad och laminering, samt epoxiprodukter för porfyllnad, spackling och uppbyggnad av slutlig fuktbarriär.
I våra produktkategorier hittar du samtliga system som används i arbetsgångarna som beskrivs i denna guide:
– Vinylester för formtillverkning och marina konstruktioner – vinylesterharts, gelcoat och spackel för laminering, förstärkning och osmosrelaterade applikationer.
Epoxiprodukter används i flera steg vid osmosrenovering och är därför uppdelade i olika kategorier beroende på funktion i systemet.
– 2K epoxigrundfärg – epoxisystem för porfyllnad och mättnad av naket laminat.
– 2K epoxispackel – spackel för reparation, uppbyggnad och ytutjämning före barriärsystem.
– Epoxifärg / barriärsystem – high-build epoxiprimer för uppbyggnad av tät och långsiktig osmosbarriär.
En korrekt utförd osmosrenovering kan ge en glasfiberbåt mycket lång återstående livslängd. Både vinylester och epoxi är tekniskt lämpliga material, men används på olika sätt beroende på skadans art och omfattning. Rätt metodval, korrekt förarbete och konsekvent systemtänk är avgörande för ett lyckat resultat.
För teknisk fördjupning kring arbetsmetoder och systemuppbyggnad, se vår tekniska dokumentation om glasfiberproduktion och formtillverkning.
Polyester är ett av de vanligaste materialen inom glasfiberarbeten och används i många typer av plastprodukter, från båtar och formar till industriella detaljer och komponenter. Materialet kombineras med glasfiber och olika tillsatser för att skapa hållfasta och formbara konstruktioner som lämpar sig för både enstaka projekt och serieproduktion. I denna guide får du en grundläggande introduktion till polyester i glasfiberprodukter, hur materialet fungerar och vilka metoder som normalt används inom plastning och komposittillverkning.

Polyester är ett av de mest använda bindemedlen inom tillverkning av glasfiberförstärkta plastprodukter. I glasfiberkonstruktioner används polyester som harts i kombination med glasfiberförstärkning och olika additiv för att skapa starka, formbara och kostnadseffektiva kompositmaterial. Systemet lämpar sig väl för både manuell tillverkning och serieproduktion av komponenter till båt, industri, fordon och formverktyg.
Polyester används ofta där kravbilden omfattar god formbarhet, rimlig kemikaliebeständighet och möjlighet till rationell produktion i större volymer.
Polyesterharts fungerar som den bindande matrisen i ett glasfiberlaminat. Hartsen impregnerar glasfiberförstärkningen och härdar till en fast struktur som håller samman laminatet. Resultatet blir ett kompositmaterial där glasfibern bidrar med draghållfasthet och styvhet, medan polyestern fördelar laster och skyddar fibrerna.
Jämfört med epoxi är polyester enklare att bearbeta, har kortare härdtider och lägre materialkostnad, vilket gör den särskilt lämplig för större konstruktioner och serieproduktion. Samtidigt har polyester vissa begränsningar vad gäller vidhäftning, kemikalieresistens och långtidsegenskaper i extremt krävande miljöer.
I polyesterlaminat används huvudsakligen två typer av glasfiberförstärkning:
Glasfiberväv består av kontinuerliga fibrer vävda i strukturer som ger hög styrka i definierade riktningar. Den används där mekaniska egenskaper och ytkvalitet är viktiga, exempelvis i båtbygge och formverktyg.
Glasfibermatta (chopped strand mat) består av korta fibrer som är slumpmässigt orienterade. Den är lätt att forma och används ofta för att bygga tjocklek, skapa god vidhäftning mot gelcoat eller som utfyllnad i mindre strukturellt krävande delar.
I praktiken kombineras ofta väv och matta i samma konstruktion för att balansera styrka, formbarhet och produktionsekonomi.
Laminering innebär att glasfiberförstärkning impregneras med polyesterharts och byggs upp i lager till önskad tjocklek och styrka. Metoden används för att tillverka allt från båtskrov och formar till industriella kapslingar och detaljer.
Polyesterlaminering lämpar sig väl för handuppläggning, spray-up och enklare vakuumtekniker. Metoden är flexibel men ställer krav på korrekt materialval, god kontroll på härdning och noggrant underarbete för att uppnå stabila och hållbara konstruktioner.
Vid serieproduktion av polyesterprodukter används en etablerad process där en plugg (modell) först tillverkas. Pluggen ligger till grund för en form, som sedan används för att producera färdiga komponenter.
Pluggar kan tillverkas genom manuell modellering, CNC-bearbetning, 3D-print eller kombinationer av dessa metoder. Noggrann ytfinish, dimensionsstabilitet och korrekt materialval i pluggfasen är avgörande för kvaliteten på både form och slutprodukt.
Gelcoat används som ytmaterial i formar för att ge den färdiga produkten en slät, skyddande och estetiskt tilltalande yta. Den appliceras som första lager i formen innan laminering påbörjas.
Topcoat används i stället som ett efterföljande ytskikt på exponerade eller dolda ytor, ofta på baksidan av ett laminat. Skillnaden mellan gelcoat och topcoat är främst funktionell och beror på tillsats av paraffin som gör att topcoat kan härda i kontakt med luft.
När laminatet är färdiguppbyggt avslutas arbetet med ett ytskikt av gelcoat.
👉 Läs mer i vår guide: Gelcoat och topcoat – reparation, applicering och skillnad
Gelcoat finns i flera kvaliteter beroende på krav på hållbarhet och miljö:
Val av gelcoat påverkar både livslängd, estetik och funktion hos den färdiga produkten.
Utöver laminering används polyesterbaserade limpastor och spackel för sammanfogning, uppbyggnad och ytjustering.
Polyester limpasta används för strukturell sammanfogning, hörnuppbyggnad och förstärkning i polyesterkonstruktioner. Dessa produkter är ofta tixotropa och kan appliceras i tjocka skikt utan att rinna. Exempel på polyesterbaserade limpastor är Balsaplast, IJmobond VV, IJmobond T, IJmoplast och IJmobond LG, som används i olika sammanhang beroende på krav på styrka, flexibilitet och bearbetbarhet.
Polyesterspackel används för ytutjämning, formjustering och kosmetiska reparationer. Spackeltyperna varierar i densitet och appliceringsmetod, från handspackel till sprutspackel. Exempel på sådana system är IJmofix, Poltix Glasfiberspackel, Poltix Sprutspackel och Poltix Lättspackel. Rätt spackelval är avgörande för slutfinish och efterföljande ytbehandling.
För produkter och system som används för strukturell sammanfogning och uppbyggnad, se hela sortimentet inom polyester för plastning och formarbete.
Polyester är ett bra val när:
Polyester är mindre lämpligt när:
I sådana fall kan epoxi eller andra kompositsystem vara bättre alternativ.
För en mer detaljerad genomgång av tillverkningskedjan från modell till färdig komponent rekommenderas vår tekniska guide om plugg-, form- och produktframställning:
Plugg – Form – Produkt (PDF)
För en bredare introduktion till kompositmaterial, användningsområden och materialval finns även vår översiktliga broschyr:
Kompositmaterial – material och applikationer (PDF)
Vad är skillnaden mellan polyester och epoxi?
Polyester är enklare och mer kostnadseffektiv, medan epoxi ger högre styrka och bättre vidhäftning.
Är polyester lämpligt för marina applikationer?
Ja, polyester används i stor omfattning inom båtindustrin, särskilt i kombination med rätt gelcoat.
Hur länge håller ett polyesterlaminat?
Med korrekt materialval och utförande kan ett polyesterlaminat hålla i flera decennier.
Kan man reparera polyester med polyester?
Ja, polyesterlaminat repareras vanligtvis med kompatibla polyesterbaserade system.
När bör man inte använda polyester?
När högsta möjliga prestanda eller extrem miljötålighet krävs bör andra system övervägas.
När är vinylesterspackel bättre än polyesterbaserat spackel?
Vinylesterspackel är att föredra på ytor som utsätts för varmvatten och applikationer med höga temperaturer. I övriga fall är polyesterbaserade spackel fullt tillräckliga och används som standard vid formbygge, plastning och ytjustering.
När är epoxispackel bättre än polyesterbaserad limpasta eller spackel?
Epoxispackel är att föredra för exteriöra ytor på befintliga produkter, exempelvis vid spackling av utsidan på en båt eller en bil. Epoxispackel har högre vidhäftning, bättre långtidshållfasthet och bibehåller sina mekaniska egenskaper över tid. Polyesterbaserade spackel kan med tiden bli mjukare, krympa eller spricka vid exponering för väder, temperaturväxlingar och rörelser.
Polyesterbaserade spackel och limpastor lämpar sig däremot väl för plugg- och formtillverkning samt för interiöra förstärkningar, exempelvis vid uppbyggnad av skott, spant och strukturella detaljer där materialet inte exponeras för yttre miljöpåverkan.
Polyester är ett mångsidigt material som används i kombination med glasfiber för att skapa starka, formbara och kostnadseffektiva kompositprodukter inom båtbygge, formtillverkning och industri. Genom rätt val av harts, förstärkning och efterbehandling kan polyesterprodukter anpassas efter applikationens belastningar och miljöer.
För att utforska produkter för plastning, spackling och sammanfogning i polyesterbaserade system, se hela vårt sortiment i kategorin Polyester & plastning.
Instruktionsvideo: Arbeta med polyesterharts
I denna video visas grundläggande principer för arbete med polyesterharts vid plastning och laminering av glasfiber. Du får en översikt av materialets egenskaper, blandning och applicering samt viktiga moment att ta hänsyn till för ett korrekt och hållbart resultat.
Sprickor i gelcoat (t.ex. krackelerad gelcoat, gelcoatsprickor, sprucken gelcoat) är ett vanligt problem på glasfiberbåtar. De kan uppstå både av ålder, sol och temperaturväxlingar eller av mekaniska skador och svagt laminat. I denna guide går vi igenom orsaker, hur du bedömer skadan och steg-för-steg hur du lagar eller byter ut gelcoat.
Gelcoat är ett ytskikt av polyester eller epoxi som läggs på glasfiberlaminatet. Det ger båtens yta färg, glans och ett skyddande lager. Men gelcoat är spröd och kan spricka när den utsätts för spänningar eller åldras.
Orsaker till gelcoatkrackeleringar kan vara:
Enskilda sprickor / hårsprickor – tunna linjer som ofta uppstår i hörn, kanter eller vid kollision. Dessa kan repareras.

Krossskador – områden där gelcoaten är bortnött. De fräses ur med roterande fil, och spacklas med T5 och målas Double Coat.
Crazing / spindelnätssprickor – ett mönster av små sprickor över större ytor, ofta tecken på uttorkad eller åldrad gelcoat. De kan också bero på gamla lagningar som reparerats med polyesterspackel och/gelcoat.

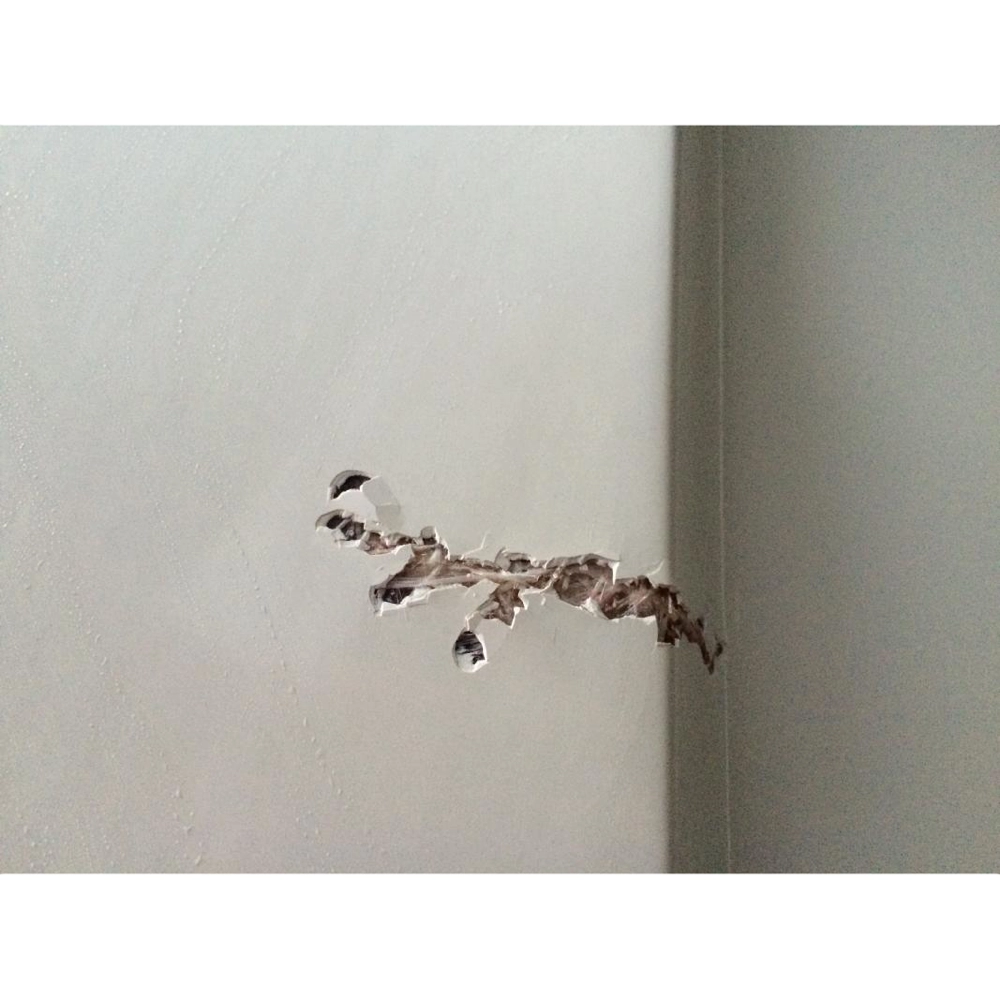
Helsprucken gelcoat – när stora ytor spruckit och gelcoaten kanske till och med flagnar. Här är materialet förbrukat och måste avlägsnas helt.




Kan man laga gelcoat på vintern?
Ja, men välj produkter som härdar i låg temperatur, t.ex. Variopox Finishing Filler T5 eller IJmopox HB Coating som härdar från 5 °C.
Hur djupt ska jag fräsa en spricka?
Fräs tills du når helt sprickfritt material. Sprickan ska öppnas i en V-profil för att spacklet ska fästa ordentligt.
Kan jag måla direkt på spacklet?
Ja, antingen med Double Coat (på ytor ovan vattenlinjen) eller först med epoxiprimer. Det är bra att grundmåla för att stänga suget i spacklet. Vilket som är bäst beror på omfattningen.
Måste jag använda Double Coat som täckfärg?
Ovan vattenlinjen ger Double Coat bästa finish och hållbarhet. Under vattenlinjen räcker epoxifärg.
Vad händer om jag inte tar bort helsprucken gelcoat?
Sprickorna kommer tillbaka (så kallad ”print-through”), fukten kan tränga in och skadan förvärras. Därför måste helsprucken gelcoat alltid avlägsnas.
Hur slipas en spricka i gelcoaten?
Att slipa är ett dåligt alternativ. Använd istället en roterande fil på en Dremel Multiverktyg.
Videon nedan visar vilka olika epoxispackel som finns och hur de används:
GRP är glasfiberprodukter består av omättat polyesterharts och glasfiber, vilket bildar ett glasfiberlaminat.
När en produkt gjuts i en form målas formen först med gelcoat (polyesterfärg, dvs färgsatt polyesterharts). Baksidan på laminatet handmålas efteråt med polyester topcoat, dvs gelcoat + paraffinlösning.
En topcoat kan alltså ythärda vilket ger en klibbfri yta emedan gelcoat inte producerar en klibbfri yta.
Om flera lager färg ska målas på en yta (inte i en form) så målas först gelcoat så att topcoaten kan klibba fast i gelcoaten. Det är olämpligt att måla flera lager topcoat.
Polyesterharts är ett syntetiskt harts som används främst inom laminering, gjutning och ytbehandling. Det är en omättad plast som härdar genom att blandas med en härdare (vanligtvis MEKP).
Yta: Behöver luftspärr (t.ex. paraffin) om den inte ska lamineras vidare
Användning: Båtar, bilkarosser, formar, glasfiberlaminat
Fördelar: Billig, lätt att arbeta med, snabb härdning
Nackdelar: Krymper vid härdning, sämre kemikalie- och vattenresistens än epoxi
Härdning: Exoterm reaktion med MEKP (metyletylketonperoxid)
Polyester är idealisk för serieproducerade glasfiberprodukter så som båtar och karosser. Det finns olika kvaliteter av polyester där ISO exempelvis har en högre kvalitet än ortho. Vanliga problem med polyester är att den krymper under och efter härdning (vilket leder till defekter) samt dålig vattentålighet (när det kommer till polyesterspackel).
Vinylesterharts har något lägre krymp och allmänt högre styrka än polyester och är bra för att skapa formar som ska tåla många formsläpp. Vinylester tål höga vattentemperaturer och ska alltid användas till pooler och vattenrutschbanor. Det finns dock ingen anledning att välja ett dyrare vinylesterspackel framför ett bra ISO polyesterspackel, exempelvis IJmobond VV, så länge som man inte utsätter objektet för höga vattentemperaturer.
Epoxi har högt styrka, den är helt krympfri och har betydligt bättre vidhäftningsförmåga på de flesta material gentemot polyester eller vinylester. Dessutom är epoxi tätare och mer beständig mot vatten över tid. En klar fördel med epoxi är att den är betydligt enklare att hantera, lättare att förstå och arbeta. Nackdelen med epoxi är att den är lite dyrare och härdar långsammare.
Epoxi lämpar sig bäst för unika produkter (one-off), samt till reparationer, renovering och tillbyggnad – både över och under vattenlinjen. Att den är lösningsmedelsfri gör att den inte luktar illa (vare sig under målning eller efter härdning), och den finns som grund, tjocka harts för laminering, spackel, droppfritt lim och målarfärg. Målarfärgen är idealisk i badtunnor, kölsvin, stuvfack eller som bottenfärg, då väljer du lämpligast Variopox Rolcoating UV i valfri kulör.
Epoxi det enda alternativet som tätskiktsfärg under vattenlinjen, då väljer du lämpligast IJmopox HB Coating i valfri kulör.
Glasfiberprodukter ska repareras med epoxi, exempelvis epoxispackel och epoxiprimer. Nya laminat av epoxiharts fäster utmärkt på gamla polyesterlaminat (uppemot 10 ggr så bra vidhäftning som ny polyester på gammal polyester). Efter reparationer ovan vattenlinjen ska ytan täckmålas med 2k polyuretan, så kallad sträckfärg: Double Coat. Under vattenlinjen räcker det med att bygga upp tätskikt med epoxifärg.
Nakna glasfiberlaminat där gelcoaten avlägsnats, betong eller trä ska alltid grundmålas med den tunnaste typen av lösningsmedelsfri epoxi, så kallad impregneringsepoxi: Variopox Injektion.
För dig som vill använda polyester så har vi en praktisk artikel som beskriver hur gelcoat används vid reparation och applicering:
👉 Läs vår guide: Gelcoat och topcoat – guide till reparation, applicering och skillnaden mellan dem
Baksidan på ett glasfiberlaminat brukar oftast målas med polyester topcoat. Ett bättre alternativ är emellertid Variopox Rolcoating UV eller Double Coat Halvblank.

Standard gelcoat (ortoftalisk polyesterbas)
Användning: Marin miljö, industriella ytor.
Fördelar: Bättre hållbarhet, vattenresistens och glans, tål väder och sol betydligt bättre
Epoxi är inte gelcoat men det finns epoxifärg som kan rollas och är utmärkt för dolda ytor som som tätskikt och bottenfärg.